Module 8: Wood Utilization and Technology
![]() The forest is one of the most valuable resources in Nova Scotia. Its utilization is the base of many industries in the province. Wood which comes from the forest may be regarded as the final stage in the development of a living tree. It should be used wisely. To understand how wood may be used to best advantage, it must be looked at closely. Learning about how wood grows, about its structure, and about its strength, will provide the information you need. After reading this module, you will look at your woodlot and be able to assess the quality of individual trees and the tree stand more effectively.
The forest is one of the most valuable resources in Nova Scotia. Its utilization is the base of many industries in the province. Wood which comes from the forest may be regarded as the final stage in the development of a living tree. It should be used wisely. To understand how wood may be used to best advantage, it must be looked at closely. Learning about how wood grows, about its structure, and about its strength, will provide the information you need. After reading this module, you will look at your woodlot and be able to assess the quality of individual trees and the tree stand more effectively.
This module is dedicated to the wise utilization of wood through an understanding of its structure and properties. You may find the first part of this module quite technical but this information forms the framework for later lessons when sawmill products, strength properties, grading techniques, and markets are discussed.
Traditional Wood Products
Historically, wood was used mainly as a fuel, and the ash as a fertilizer (potash). Later it became widely used as a building material; first as logs and later still as lumber. The list of wood products is endless since wood is such a versatile material and a renewable resource.
Uses of Wood
In general, the softwoods have been used primarily for pulp and paper, lumber, timbers, posts and poles, panel products such as plywood, laminated timbers, shingles and shakes, boats, joinery and interior finish, furniture, containers, musical instruments, and concrete formwork and scaffolding. Hardwoods are also used for some of the above applications, but primarily for furniture, cabinetry, decorative veneer and plywood, flooring, cooperage (barrels, and casks), pallets, turned products such as dowels, handles, etc., sporting goods, and toys and novelties, and fuelwood.
Changes in Use
The above list is by no means complete. New used continually evolve while many traditional products are displaced by more modern materials. For example, excelsior (or wood-wool), manufactured from poplar, basswood and pine, was once used extensively as a packing material when shipping fragile goods; today, styrofoam has displaced excelsior for this purpose. One example of a reverse trend is the dramatic recapture of the flooring market by hardwood strips and parquet, displacing carpeting to a large extent. Many of the principal wood products will appear in more detail in a later section of this module.
Lesson One - The Structure of Wood
Introduction
Lessons 1 and 2 are the most `technical' in this Module. A good understanding of the structure of wood, and its properties, is helpful to achieve wise use.
Classification of Woods
Woods are grouped into `hardwoods' and `softwoods'. The terms are not entirely correct since some `softwoods' are harder than some hardwoods'. For example tamarack (eastern larch), a softwood, is harder than trembling aspen, a hardwood. However, the structure of the wood is different for the two classes. A better classification would be needle-bearing trees and broad leaved trees.
How Wood is Formed
 |
| Figure 1 - Cross-section of pine showing cells of cambium region, wood, bark and annual rings. |
Annual Rings - Springwood and Summerwood
When a tree seed germinates, it sends up a shoot of soft pith around which a layer of wood is formed. In a temperate climate like Nova Scotia, growing seasons are well defined: spring, and summer/fall. As the young shoot grows the following year, another layer of wood is formed.
This annual growth pattern creates a series of circular or annual rings.When growth resumes in the spring, earlywood (or springwood) is formed. Springwood is usually light in colour and of low density. It contains much of the wood tissue that conducts water up and down the tree. Wood produced later in the growing season is called latewood (or summerwood). It is usually denser and darker than springwood. A freshly cut cross-section of a tree shows a layer of earlywood and a layer of latewood which form the annual rings (see Figure 1).
Cell Structure- Softwoods and Hardwoods
 |
| Figure 2 - Cross-section of pine showing resin duct, wood rays and cells. |
Softwoods
Cells - Using an inexpensive magnifier, the holes you see on the end-grain of wood are cells. These cells are shaped like very small tubes with closed, pointed ends which are packed closely together in rows in the radial direction (see Figure 2) usually in a straight line from pith to bark.
The cells are long, averaging about 3 mm for eastern softwood species and up to one and-a-half times as long for some of the large Western Canadian species. These are called longitudinal cells since they are arranged with their length running parallel to the length of the tree stem (see Figure 3). The earlywood cells are generally thin-
 |
| Figure 3 - Longitudinal cells illustrating pits. |
walled and have large cavities while those of the latewood have thicker walls and smaller cavities. This difference in cell wall thickness between summerwood and springwood accounts for the differences in density between the two layers mentioned in the previous section. Some of these longitudinal cells provide a mechanism for passage of water or sap up and down the tree by means of interconnecting channels through the cell wall. These openings between cells are known as pits (Figure 3) which allow an unbroken communication from tree root up to the crown. The cells also provide strength to the tree stem.
Rays and Resin Ducts - Two other features appear in the magnified cross-section. The first are long, radial lines running between the rows of longitudinal cells. These rays (see Figure 4), are composed of horizontal cells usually in groups. In softwoods, rays are very small and are not readily seen with the naked eye.
Second are resin canals or resin ducts (Fig. 2), which appear on the cross-section interspersed among the normal longitudinal cells. They are absent in some species, very noticeable in others - particularly pines, and are useful in identifying these woods.
 |
| Figure 4 - Cross-section through hardwood showing rays and vessels. |
The Cambium - Another important element in tree growth and wood formation is the cambium. It is a single layer of living cells located between the inner bark and the wood in both softwoods and hardwoods. All wood originates at the cambium, except for twig and root tips. These cells are responsible for increases in tree height and branch and root length. The cambium might be thought of as a "rubber glove" enveloping the entire tree - trunk and branches.
Cells in the cambium reproduce by division and deposit identical new wood cells on the previous layer. At the same time, bark cells are deposited on previous bark layers on the opposite side. This is how a tree grows -layer upon layer of wood cells being continually deposited during the growing season. Bark, as it grows old and dies, does not become extremely thick because it is sloughed off continually so that only very small increases in thickness occur during the life of a tree.
Hardwoods
Vessels or Pores - Examining a cleanly cut cross section of yellow birch or sugar maple, you will see a surface that has a number of visible holes (much larger holes than in the softwood section) interspersed within what appears to be a solid surface. These holes are called vessels or pores (see Figure 5). They conduct water up the stem and provide channels for delivery of food to living cells, particularly at the cambium. They do not occur in softwood. The remainder of the hardwood substance is largely made up of longitudinal cells similar to those in softwoods. However, the longitudinal cells in hardwoods are usually much smaller than in softwood and cannot as a rule, be seen with a magnifier. They are also much shorter.
 |
| Figure 5 - Cross-section of a diffuse-porous hardwood. |
Diffuse-porous and Ring-porous Woods -
Because of the presence of vessels, or pores, in hardwoods we refer to these species as porous, and softwoods as non-porous. Depending on the distribution of the pores, or vessels, hardwoods are further divided into (a) ring-porous woods and (b) diffuse-porous woods. In maple or birch the vessels are more or less randomly distributed across the annual ring as in Figure 5. The maples and birches are diffuse-porous woods. In the case of ash, elm, or oak, the vessels are largely concentrated in the inner, springwood, portion of the ring, forming a distinct ring of their own (see Figure 4). These are known as ring-porous species.
Ring-porous woods exhibit smaller vessels elsewhere across the ring, but large ones occur in the springwood, accenting annual rings.
Rays - Hardwoods do not contain resin ducts but they do have rays. You will recall that ray cells run horizontally across the tree stem (cross-section) in a radial direction. In hardwoods the rays vary greatly in character between species. In birch the rays appear as fine lines similar to softwoods. In sugar maple the rays are wider and more distinct, and appear as noticeable flecks on the tangential surface. Tangential, radial and longitudinal represent the three different directions (planes) in a piece of solid wood (see Figure 6).
 |
| Figure 6 - Three planes used in describing cross-sections. |
In soft maple, they are less distinct but appear as staggered ridges on the radial face. Red oak shows its wide rays very clearly and, together with the large ring-oriented pores, create the distinctive grain pattern of this species.
Grain and Texture
Wood grain has a variety of meanings. The most widely accepted meaning refers to the direction that wood will split. For example, straight grain, or cross grain. Axe handles are made from straight grained ash.
Grain also describes the size and arrangement of cells in the wood. As mentioned earlier, this feature gives oak its distinctive appearance. Carpenters and cabinet makers use the term open grained (or coarse grained) for some ring-porous hardwoods.
Diffuse-porous hardwoods and softwoods are often referred to as close-grained (or fine grained) woods.
Finally, grain can describe how a piece of lumber was sawn in relation to the annual rings in the tree. Edge-grain (quarter sawn) and flat grain (flat-sawn) are shown in Figure 7.
 |
 |
| Figure 7 - Characteristics and slope of grain. |
Texture is another term used to describe grain. It usually refers to the size of the cells and is described as fine-textured, even-textured, or coarse-textured. For example, white pine is regarded as fine-textured. The oaks are course-textured.
Variations and Abnormal Wood
Being a natural substance, wood varies greatly, even within the same species. The following examples show what variations you can expect to find.
Springwood/Summerwood Content/Density
Variation in density in hardwoods is greatest for the ring-porous species. As growth slows, the large vessels, or pores, in the springwood of the rings make up an increasingly greater proportion of total wood substance. Since the pores contain large cavities the amount of wood substance (longitudinal cells) becomes quite small. This results in very light, low density wood.
Note: Density, as will be seen in Lesson 2, is an excellent indicator of many wood properties - particularly strength and yield, as related to the production of pulp.
Reaction Wood
Reaction wood is abnormal wood that occurs in the boles of leaning and crooked trees (and in branches). It results in abnormal rings wider on one side than the other and is formed by the tree to counteract lean. It is the tree's response to this stress and its attempt to straighten itself. In hardwoods, this tension wood forms on the upper side of the lean. In softwoods, this compression wood forms on the lower side of the leaning tree.
 |
| Figure 8a) and b) - Reaction wood |
Tension Wood - Tension wood, formed on the upper side of leaning hardwood trees, is usually indicated by eccentric, or off-centre, growth rings (see Figure 8a). It may be seen on cut ends as a somewhat lustrous surface, sometimes with an uncharacteristic colour. On a piece of lumber it may often be detected by a fuzzy or woolly surface. Tension wood may cause warping during drying, and in general is of lower strength than normal wood.
When a piece containing tension wood does break, it shows a brashy failure - ie. a rather abrupt failure across the piece, without the usual splintering as in normal wood. Hardwoods showing large amounts of tension wood are generally not acceptable for products where strength is a factor, or for some grades of peeler logs.
Compression Wood - Compression wood, formed on the underside of leaning softwood trees, is usually detected by: (1) a dark, reddish, colour; (2) annual rings on the underside that are wider than normal and appear to have a high proportion of summerwood (see Figure 8b); and (3) a dull appearance.
Although compression wood has a higher than-normal density, it is weak in some critical strength properties. The most serious drawback of compression wood is its abnormal drying behaviour. When normal wood in the form of lumber dries, it shrinks in thickness and width (by predictable amounts).
It shrinks very little (practically negligible) in length. Compression wood, however, shrinks in length by more than 10 times that of normal wood. This causes bowing and twisting of certain pieces of lumber. Compression wood is more easily recognized than tension wood and should be avoided where strength is a prime requirement.
Heartwood and Sapwood
While a tree is young the wood conducts water (or sap) up the tree, stores food for growing, and provides strength to the tree stem. This wood is called sapwood. Later, as the tree grows in diameter, the cells toward the centre (pith) of the stem die. This core of dead cells around the pith is called heartwood. As the tree grows, the core of heartwood moves outward as well.
There is great variability in the proportion of sapwood to heartwood. In some woods, when the cells die and form heartwood, noticeable changes take place. The most common change is a darkening in colour of the heartwood. Red oak and eastern white cedar are good examples of this darkening process while the eastern spruces, balsam fir, and other hardwoods show practically no colour change in the heartwood. Heartwood should not be confused with the darkening in colour due to activity of decay organisms.
Important changes occur when heartwood is created by dying sapwood cells. In some woods - cedars and white oak for example -chemicals are deposited in the heartwood cells which impart a high degree of natural decay resistance. In other species, the cells are completely blocked by another kind of deposit that, in turn, reduces its ability to conduct water. This means that water is difficult to remove during drying. For the same reason, liquid preservatives are difficult to introduce beyond the sapwood.
Wood Identification
We have touched on some of the features of wood that will help with identification. If you want to learn more about wood identification we suggest (1) Canadian Woods. 3rd Edition (see below); (2) Forintek Canada Corp., 319 rue Franquet, Ste-Foy, Quebec, GlV 4CF, have small, labelled wood samples available, in boxes of 40 ($100 per box for non-members; $50 per box for supporting members of Forintek); (3) You may wish to make up your own samples 1/4 in. thick, by 2 ½ inches by 4 inches. They should be dry. With the above noted key, or by simply observing prominent features, you will become proficient at identifying local species.
Further Reading
-
Haygreen, John and Kim Bowyer, 1989,
Forest Products and Wood Science. Second Edition, Iowa State Univ. Press, Ames, IO.
-
Hoadley, Bruce, 1981, Understanding Wood, The Taunton Press, Newton, CT.
-
Mullins, E. J. and T. S. McKnight, 1981,
Canadian Woods - Their Properties and Uses. Third Edition, Supply and Services Canada, Ottawa.
-
Panshin, A.J. and Carl de Zeeuw, 1980, Textbook of Wood Technology, McGraw-Hill, New York.
- Ward, J.C., R.A. Hann, R.C. Baltes, and E.H. Bulgrin. 1972, Honeycomb and Ring Failure in Bacterial Infected Red Oak Lumber After Kiln Drying, USDA Forest Service, Madison, WS.
Module 8 - Lesson One Quiz
| Questions: | 10 |
| Attempts allowed: | Unlimited |
| Available: | Always |
| Pass rate: | 75 % |
| Backwards navigation: | Allowed |
Lesson Two - The Physical and Mechanical Properties of Wood
Introduction
This lesson covers the physical and mechanical properties of wood. Physical properties refer to density and moisture relations that affect its use. Mechanical properties refer to the strength characteristics of wood.
Physical Properties
Density
Lesson 1 showed that wood is a porous material made up of cells of various kinds. Depending on the nature of these cells, some woods have more or less solid wood substance for a given sized piece. If you think of a brick of Swiss cheese (with all its holes) and an identical-size brick of cheddar, you can guess that the cheddar brick contains more cheese. So with wood, the fewer holes (cells), the more wood substance.
The amount of wood substance for a given volume determines density. Woods with more weight for a given volume have a higher density than woods with less weight. Both weight and volume of wood are affected by the amount of moisture it contains. Therefore, when specifying density it is important to also state moisture conditions. For example, the density of air-dried balsam fir is 430. This means it weighs 430 kg. per m3, at 12 percent moisture content - a standard for strength testing and density measurement. By comparison, the density of red spruce is 450; and sugar maple, is 740, again both in the air-dry condition.
As discussed in Lesson 1, density is an excellent indicator of wood strength; the higher the density the stronger the wood. However, a wood with a density of 600 may not be twice as strong as one with a density of 300. It depends on the strength properties being discussed. For example, the amount of deflection of wood in response to a load (modulus of elasticity), as in a joist or rafter, is an important strength property. The actual breaking strength of the piece, rupture (modulus of rupture), is also important.
Growth Rate
It has been shown how rate of growth affects the mechanical properties of wood. But how does growth rate affect density? There are no hard and fast rules applying to all species, on how growth affects density. Individual species, or groups of species, must be considered to get some idea how rate of growth affects density, and in turn, strength.
Growth rate affects the density of softwood differently for different species. In general, density values fall off more severely with very rapid growth, than with very slow growth. The optimum being something in between. The pulp and paper industry found out long ago that maximum yield of pulp was not simply an expression of volume of wood per hectare but had a lot to do with growth rate of the trees.
The effect of growth rate on density is easier to predict for hardwoods. Density of diffuse-porous species - maples, birches, and beech -do not vary with growth except perhaps for extremely slow growth. On the other hand, ring-porous species - oak and ash - show highest densities (and strength) for moderately rapid growth. Very slow growth in this group results in marked reduction of density. For hardwoods, strength is usually not a critical property.
Hardwoods are used more for their appearance and decorative features. However, for pallets, frame stock, and timbers, strength is a factor.
Proportions of Springwood & Summerwood
Timber showing the greatest proportion of latewood - with thick-walled cells - has the highest density and in turn strength. Both growth rate and percentage of latewood are used in certain grading rules for some species. When safety factors are especially important such as for scaffolding or bridge work, inspectors visually check the ends of timbers for percentage latewood.
Moisture Content
Free Water and Bound Water
Water exists in wood as either free water or bound water. Free water occurs within a cell cavity as a liquid. It is the easiest and first to be removed during drying. This free water moves toward the end surfaces through connecting cells, and laterally through the pits of neighbouring cells. It is evaporated from the wood faces as well as the ends. The point at which all free water is removed from the cell cavity is known as the fibre saturation point (fsp) and is reached at around 30 percent moisture content.
 |
| Figure 9 - Anatomy of longitudinal cells, in relation to moisture loss. |
Bound water is moisture absorbed within the cell wall. This water is molecularly bound to the wood molecules of the cell. It is therefore much more difficult to remove than free water. Figure 9 shows this process. Shrinkage takes place only when bound water is removed.
Effect of Moisture Loss on Strength
The loss of free water, down to the fsp, has no effect on the strength of wood. However, when bound water begins to be removed, most strength properties increase. The increase in strength is directly related to the amount of moisture removed. Thus, other things being equal, a spruce 2 x 4 (stud) is stronger at 18 percent moisture content than one green from the saw.
Other Properties Affecting Strength
Slope of Grain
This refers to a deviation of the line of longitudinal cells, to a straight line parallel to the sides of the piece of lumber. It may be caused by an abnormal growth pattern in the tree, or how the log was sawn. It is usually expressed as a ratio; for example, 1 in 12 (finch of slope in 12-inches length). A slope of grain of 1 in 6 results in a 60 percent reduction in bending strength (strength of a horizontal beam, such as a floor joist, for example). A 1 in 16 slope causes only a 20 percent reduction (see Figure 7). Most lumber grading rules specify the maximum slope of grain permitted in the grade.
Knots
Knots, common in sawn products, are caused by limbs on the tree stem. When a saw cuts through a limb (or its stub) a knot remains. Depending on the angle of both the limb and the saw, a round knot, an oval knot, or a spike knot (longitudinal) will result. For strength purposes knots are classified by size, number, form, and quality. The first two classes are self-evident. Knot form and quality are described as: tight, loose, intergrown, firm and rotten. Most grading rules take these factors into account.
 |
| Figure 10 - Shakes and Checks |
Shakes and Checks
These are separations occurring in the wood (see Figure 10). Shakes parallel to the annual rings are called ring shake and those in the heart of the tree and perpendicular to the annual rings are called star shake. In living trees, both forms of shake are caused by wounds, but not all wounds result in shake. Factors that may extend the formation of shake are, internal growth stresses, bending of the tree by wind and the freezing of free water within the cells. Checks are generally produced in the rays of sawn-wood products during drying. Depending on their severity, checks and shakes have a very great affect in reducing the strength of wood.
Agents Causing Wood Decay
 |
| Figure 11 - Tree stem showing fungi conks, indicating very advanced decay. |
Decay
Decay, or rot; is not permitted in wood used for structural purposes. Recognizing decay in wood is very important. Most decay in wood is caused by fungi. Some of these mushroom like organisms (see Figure 11) attack the wood, eventually destroying its cellular structure. Fungi may originate in the growing tree or the wood may become infected after it is in use. Most fungi originating in the growing tree do not continue to degrade the wood during use.
The most serious and common type of wood decay in softwoods in Canada is known as brown rot, or brown cubical rot. It is caused by two fungi and proceeds very quickly under favourable conditions for rot. These fungi cause most of the extensive losses from decay in wooden buildings in North America. In hardwoods, the white rots are most common.
Stains, Molds, and Bacteria
Stains and molds in wood are not as serious as decay and are usually accepted in structural timber in local markets. Stain may be caused by fungi and is often an indication of worse things to come. Usually, molds and stain fungi merely give an unpleasant colour to the wood. One common example is the sap staining fungi causing blue-stain in green wood. Bacteria, another type of organism that attacks wood, and was once thought to result in little damage is now known to produce enzymes, which cause shakes in red oak. During kiln drying of red oak affected by these bacteria, honeycombing and serious checking may often develop.
Conditions Promoting Decay
To develop and cause wood damage, fungi requires food, air, moisture, and warmth. If any one of these conditions is removed, the fungi will die or remain dormant. One of the most common misconceptions and misused terms is `dry-rot'; often used to describe the brown cubical rot mentioned earlier. The dry condition may be due to the time one observes the damage - long after the rot has taken place and perhaps on a dry day. Decay will not proceed unless there is sufficient moisture available. The critical moisture content below which fungi cannot function is 20 percent.
Effect of Silviculture on Wood Properties
Good silviculture practices affect wood properties. In softwoods, good thinning and proper spacing can enhance growth rates, strength, and other properties. Moreover, spacing can be tailored to the targeted product. For pulpwood species, proper spacing can produce high quality fibre and yield which may not be the same as high volume. For trees destined for structural lumber, spacing can be done to produce a growth rate giving optimum strength. For yard lumber (general construction lumber) - where volume is the main goal - other spacing prescriptions apply.
In hardwoods, quality is more important than volume. Remember, fairly high growth rates in diffuse-porous woods are desirable. For ring-porous species, extremely high growth rates are not desirable. Nor are extremely slow growth rates. Where strength is a factor six rings per inch is a minimum.
For decorative uses, somewhat slower growth rates are preferred to produce a finer texture. Stands can be tended to provide the required qualities. For example, a sudden and severe opening up of the stand may cause the formation of branches in many trees. These become knots, in lumber or veneer. Selection harvesting and shelterwoods can be designed to remove old, decay-ridden trees. This practice will decrease the chances of infection occurring in the younger trees in the stand. More will be said on silviculture and harvesting methods in the next lesson.
Wood Properties For Selected Products
Pulp & Paper
-
Newsprint - mechanical and groundwood pulps. Most softwood species are acceptable, but those with considerable latewood are not favoured (eg. larch, pine). Length of longitudinal cells; ie. fibres, is important. Spruces, particularly black spruce, produce the highest quality newsprint largely due to cell length. Thermo-mechanical pulp (TMP), now mainly used in newsprint installations, requires the same properties.
- Chemical Pulps - Sulphite and Kraft. Sulphite pulp is usually mixed with groundwood pulp for newsprint. Kraft pulp is used in many applications, particularly for linerboard. Almost any species and quality of wood may be used for kraft. For sulphite, woods with very heavy latewood are not usable. Both produce strong pulps, and strength is related to longitudinal cell length. Black spruce best demonstrates these qualities.
Lumber
-
Softwood - Softwoods are used primarily for structural and construction lumber, but also find their way into products such as trusses and laminated timbers. These must contain pieces that have properties favouring high strength, such as: moderate growth rate; high proportion of summerwood; straight grain, no compression wood; low moisture content; no decay. For less demanding uses, including construction lumber, most of these properties are not as important.
- Hardwood - Since hardwood is used extensively in decorative applications such as mouldings, furniture and cabinets, its appearance is most important. Properties that enhance appearance and performance include: moderate growth rate; well-defined annual rings, rays and pores to produce a pleasing `grain'; absence of shakes or checks in finished product; all heartwood or all sapwood to feature colour integrity; very exact moisture content with little or no variation within or between pieces so that shrinkage does not take place in use.
Handles and Turnery
Pieces should be strong, straight-grained, with a moderate growth rate, no tension wood, no knots, shakes, checks, or decay, high proportion of late wood.
Panel Products
There is a range of panel products. One type is made from veneer logs, other types from low-density woods, and others from mill residue. Plywood is made from veneer, oriented strand board (OSB) from aligned wafers, particle board from small particles, and fibreboard from fibres and fibre bundles.
OSB wafers are sliced from small roundwood, usually poplar. Particleboard and fibreboard are produced from a mixture of chipped roundwood (softwood and poplar) and softwood sawmill residues (sawdust and planer shavings).
Softwood plywood and OSB can be used for structural purposes. Hardwood plywood is used in furniture and cabinet making. Particleboard and fibreboard are also often used in finished products such as furniture.
Other Products
There are many other wood products. Some of them have specialized properties. Recently developed products include laminated veneer lumber (LVL), finger jointed lumber and edged glued panels. These are generally made from lower grade material (with corresponding lower level properties) to make a highly usable, high strength product.
Selected Strength Values
Table 1 showing strength and mechanical properties of wood is extracted from Canadian Woods (1). The following brief comments refer to it:
- Regard the values as relative to each other to get a good impression of strength.
- Rupture is a measure of the ultimate strength of wood at the breaking point.
- Elasticity is deflection in response to load. Even though a piece of wood will not break under a load (weight) it may deflect to such an extent that it cannot be used. This applies to such applications as floor joists, rafters, etc.
TABLE 1 - Average clear-wood strength values for commercial species in air-dry condition
Further Reading
-
Mullins, E.J. and T.S. McKnight, 1981.
Canadian Woods - Their Properties and Uses Third Edition, Supply and Services Canada, Ottawa.
-
Jessome, A.P., 1977. Strength and Related Properties of Woods grown in Canada, Forintek Canada Corp., Ottawa
-
Bodig, Joseph and Benjamin Jayne, 1982. Mechanics of Wood and Wood Composites, Van Nostrand Reinhold, Toronto
-
Cech, M.Y. and F. Pfaff, 1977. Kiln Operator's Manual For Eastern Canada, Forintek Canada Corp., Ottawa
- Calvert, WW. and F.J. Petro, 1993. Grading_Standing Hardwood Trees in Nova Scotia, N. S. Dept Natural Resources, Halifax
Module 8 - Lesson Two Quiz
| Questions: | 10 |
| Attempts allowed: | Unlimited |
| Available: | Always |
| Pass rate: | 75 % |
| Backwards navigation: | Allowed |
Lesson Three - Roundwood Products From Your Woodlot
General
Roundwood products include any item that can be recovered from the tree using a chain saw or other cross-cutting device. For example, saw logs and pulpwood, are roundwood products. If you proceed to the next stage converting sawlogs into lumber in a small mill - you should have a good idea of what affects the quality and value of roundwood. The following list of roundwood products proceeds from most valuable to least valuable: veneer logs, sawlogs, boltwood, posts and poles, pulpwood, and fuelwood, which includes domestic firewood and commercial fuelwood (to be chipped). Other roundwood products that may be exported include softwood logs for plywood, bolts for hard board manufacture, bolts for bentwood products, and furniture bolts.
| In addition, a number of special roundwood products are described in Lesson 5, where it seemed the grading and marketing elements were of greatest importance. These include bolts for musical instrument stock, shakes and shingles, cooperage, and spoolwood. |
Recognizing Products In The Standing Tree
It may be easier to recognize roundwood products in the standing tree before it has been felled. All faces of the stem can be seen, which allows you to make some preliminary plans on how to best buck the stem. Before looking at individual trees for what they will yield, examine the area to be cut. This will give you an overview of potential products, their quality and the type of defects present. Some of the advantages are as follows:
-
You may obtain an idea of relative volumes and qualities of products, making it easier to mark trees for removal.
-
In mixed-wood stands, you may decide which species to favour.
-
High-quality trees tend to occur in groups, as do low-quality trees. Therefore, consider not only an individual tree but also its neighbours in the stand.
-
Allows you to identify repetition of tree defects. For example, wood borers, and decay fungi, are often found in infected clusters of trees.
-
Allows you to identify past logging damage such as wounds at the base of trees. Infection by very aggressive fungi can cause widespread damage in hardwoods.
-
Allows you to identify repeated damage or evidence of decay fungi in its late stages. Where certain areas are heavily infected, it may be necessary to amend your cutting plans and to remove such trees
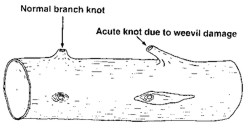
Figure 12 - Acute branch knot in white pine, indicating prior weevil damage. early on.
-
Allows you to identify damage in white pine by red rot in the stump area, and repeated weevil damage indicated by very acute branching in the stem and crooked stems (see Figure 12). In general, spruces, younger fir, and other softwoods are quite resistant to various fungi and insect damage, such as borers.
- In hardwoods, insect damage and decay fungi are more prevalent and can be identified. However, do not over estimate the amount of defect. Northern hardwoods - sugar maple in particular -have a way of sealing off their wounds.

You will also be able to assess the stand in terms of required size specifications for various roundwood products. Are there enough good softwood stems to leave growing for recovery of saw logs? Can you get 13 inch, minimum 10 feet, butts in your hardwoods to qualify for a grade 1 log? Or should they be allowed to grow a little longer?
Silviculture Considerations
Setting future stand objectives are at least as important as looking for products: A preliminary examination of the area to be cut also allows you to think about silvicultural treatments. These treatments may enhance certain properties of wood for specific products. For example, in a vigorous young stand of white pine you might prune the butt logs (16 ft.) of high-potential stems. The effort will more than pay for itself in increased lumber grade and value in the future. Also consider pruning young hardwood to increase veneer log yield.
There are several harvesting systems to consider: clearcutting, shelterwood cutting, selection cutting, seed tree cutting, and commercial thinning. Your choice will depend on the species you have to work with, its condition, available markets, and, most importantly, your objectives. For more information refer to Harvesting Methods in this series. Some systems focus on removing low quality trees initially, which requires finding a market for the low quality wood. As a side note, some poor quality and/or small trees can be left behind to compost into nutrients. They will not be wasted.
Harvesting implies two goals which should be considered:
-
A supply of timber available at defined intervals, in perpetuity, from the woodlot (ie. it should be sustainable).
- Quality of individual trees to be constantly up-graded by various silviculture and harvesting techniques.
Other goals of good management include aesthetic and ecological objectives. Finally, many techniques can be used, within the terms of a specific treatment to enhance certain wood properties already covered. Quality of softwood trees destined for sawlogs can be manipulated by growth rates and spacing treatment. Certain hardwoods, when released by cutting of adjacent trees, are prone to spontaneous branching that reduces value substantially. To avoid this, ensure that release is not too great or abrupt. The formation of reaction wood can to some extent be controlled by ensuring that those factors causing lean are minimized.
Products
General
You are now ready to determine the products to cut. Review the hardwood log and bolt grading rules (Tables 2, 3, 4 & 5). Reference 5, in Further Reading, provides a white pine saw log grading rule. For other softwoods you will not require grading specifications unless you have a special market; for example, spruce `clears'. In that case, one of the hardwood log grades, or the pine log grades, could serve as a rough guide. At the outset develop your own product priority list. A typical list might be: hardwood veneer log (grades: prime, Select, No. 1); hardwood sawlogs (grade 1) and softwood sawlogs; hardwood veneer logs (grades 2 and 4); various hardwood bolt grades; hardwood sawlogs (grades 2 & 3); pulpwood; firewood.
NOTE: If you are considering poles, contact the utility company, or Canadian Standards Association, Ottawa, with regard to specifications and handling procedures.
Figures 13, 14 and 15 show the procedure for product-grading standing hardwood trees. There are no similar drawings for softwood since, as we mentioned, they are not normally graded. However, the following section does provide a number of guidelines in manufacturing logs and bolts, for either softwood or hardwood.
Harvest your woodlot for a variety of products rather than a single product. This will allow you more flexibility and will usually result in a higher dollar return.
To determine whether your product meets specifications, become familiar with the requirements for each item. A number of these specifications and grading rules are provided. Also, think back to some of the wood properties discussed in Lessons One and Two. Some good references are 4, 5, 7, 8 in Further Reading.
 |
 |
 |
| Figure 13 - Product grading a standing hardwood tree. | Figure 14 - Product grading a standing hardwood tree. | Figure 15 - Product grading a standing hardwood tree. |
Veneer Log Specifications and Grading Rules
Veneer Logs
There are no softwood plywood manufacturers in Nova Scotia. However, export markets exist. Softwood peeler log specifications vary with end product. Sheathing grade plywood has minimal log specifications. Decorative plywood panels; eg. white pine, require high quality logs.
There is a ready market for hardwood veneer logs. Three plants - one in Maine and two in New Brunswick - regularly purchase hardwood veneer peeler logs in Nova Scotia. Table 3 provides specifications and grading rules for yellow and white birch veneer logs. Other species purchased include red maple, sugar maple, white ash, and aspen. Veneer logs usually, but not always, occur in the butt section of the tree. These logs must be very carefully harvested with square cuts, and exact lengths, and should be shipped soon after felling. Veneer buyers do not like to see excessive tension wood in the log as revealed by an off-centre core.
Sawlogs
1. Softwood - Extreme branching is not permitted and sweep, crook, and rot must be kept to a minimum. There is a good market for sawlogs with a sawmill within a short distance of nearly every woodlot in the province. Again, when you are cutting up the stem, keep in mind other products you may wish to make. It is often easier to visualize these while the tree is standing. Occasionally, softwood mills buy according to log grade with a particular product in mind.
2. Hardwood - Hardwood sawlogs have in the past often been regarded as a by-product, resulting from the harvesting of softwood sawlogs and pulpwood. Today a new interest in hardwood products seems to be pushing that notion aside. Woodlot owners are looking at hardwood trees in their own right and determining their best use. They are also considering the best management system to enhance hardwood growth for future harvests. In general, the best hardwood sawlogs are in the butt section of the tree, with quality decreasing up the stem. It is important to assess the butt section carefully, prior to bucking up the stem. Table 4 provides a widely used hardwood sawlog grading system. It can serve as a guide during log marking. More will be said regarding this system later.
Boltwood
Boltwood is defined as a section of a tree stem, 3 - 8 feet in length, normally for specialized uses. Bolts are usually of fairly high quality and are sawn from both softwoods and hardwoods. In softwood, products include lobster trap lath, snow fence and other lath; and white pine furniture dimension stock. In hardwood, bolts are sawn and further processed into furniture dimension stock, flooring blanks or billets, dowel boards, turning squares, and frame stock. The principal advantage of cutting a tree stem into short pieces is that often sweep and crook can be minimized. Tables 5 and 6 provide bolt specifications for a number of sawn products.
Posts and Poles
Posts are fairly short (8'), usually debarked, sharpened on one end, and sometimes treated with preservatives. In Nova Scotia, spruce and tamarack are the preferred species. They are generally used for fencing and represent a very local market.
Poles are long sections (20' and up) used by telephone companies 'aria -other utilities to carry transmission lines. Poles are always debarked and are pressure treated with a wood preservative. Red pine is the species of choice for transmission poles. The preference for red pine is due to the ease of penetrating the sapwood with the liquid preservative, due to the nature of the cells and their interconnecting pits. Spruce, by contrast, is much more difficult to treat. Poles are structural products, carrying heavy loads and therefore, compression wood should be kept to a minimum.
Pulpwood
The forest economy of Nova Scotia in recent years has been highly dependent on harvesting pulpwood. Almost three million cubic metres (less than one million cords) of pulpwood is harvested annually in the province; about 90 percent of this total in softwood species. The highest grades of pulpwood are required for newsprint and therefore green material is preferred. Pulp bolts may be recovered from most trees with the exception of those with large knots and excessive cull.
Firewood and Fuelwood
Hardwood firewood has been a saleable commodity for years. The OPEC oil embargo of the 1960's gave this market a real boost, and it hasn't looked back since. This material may be produced and delivered in 8-ft lengths, or it may be cut into shorter lengths and split. It offers a reasonable return for the energy expended. It is also a good way to use tops, and poor quality material in the stem that cannot be converted profitably into more valuable products.
Fuelwood is that material destined for use as a commercial fuel. This will ultimately be in the form of chips, hogged wood, or as pellets. These markets are growing with the advent of wood burning boilers, and pellet-burning stoves.
A number of other specialty roundwood products are listed in Lesson 5 under Markets.
Guides to Making Better Logs and Bolts
For Sawlogs
- Study the log and bolt grade specifications.
- Know how to recognize various types of tree quality characteristics and their acceptability for specific products.
- It is good practice to cut stumps as low as the quality of the wood will permit. Excessive butt flare may have to be removed from veneer logs, and is not generally acceptable in sawlogs.
- If at all possible, use the Humbolt undercut (see Figure 16) during felling to reduce loss due to shorts.
- In cutting back cull ends, keep butts as short as possible. Testing the butt for soundness should not exceed 2-foot intervals. Jump butting or jump cutting should stop when 50 percent or less of the cross-sectional area contains rot.
- Buck logs at the grade-break or minimum diameter for the best log grade.
-
Concentrate defective stem portions in lower grade logs (ie. portions containing
knots, overgrown knots, insect damage, bark distortions, etc.) and clear stem portions in clear or higher grade logs. Follow the log and bolt grade specifications. - Reduce the effect of sweep or crook by cutting a tree stem into shorter, variable length straighter logs and bolts.
- Establish a uniform trim or broomage allowance for bucking logs - 4-inches is a safe amount. 10. Buck forked trees to exclude the fork in the top end of the log.
- Remove all major log protuberances by cutting them flush with the log surface.
- Make all bucking cuts perpendicular to the log axis.
- Do not include cull sections between the ends of a log.
- Practice jump cutting. Such major cull indicators as stem bulges, canker type fungi, and large holes containing rot, should not be included in logs.
For Veneer Logs
- Know the veneer log grades.
-
Focus on identifying top 3 grades, ie. 11" and up.
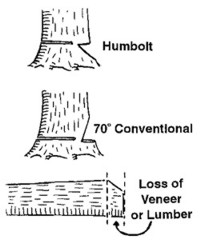
Figure 16 - Humbolt method - Learn the relative market values between hardwood sawlogs and veneer logs to help you decide which to produce.
- In felling a tree containing a veneer log, it is very important to put the undercut on the stump (Humbolt); otherwise the length of the log will be reduced during scaling (see Figure 16).
- Make all bucking cuts perpendicular to log.
- Measure and cut to exact log length.
- Become familiar with your customers' requirements; they may not always be clear in the specifications

More Information On Roundwood Specifications
General
Learning log specifications can be a real challenge. Generally, correctly bucking up a tree stem is simply common sense. However, there are a few rather specific requirements, particularly in hardwoods.
Diameter
For hardwood factory sawlogs the minimum diameter and length for grade 1 logs is 13 inches, inside bark (i.b.), small end, and 10 ft., respectively (butt logs only). When you look at a standing tree, visualize these measurements in terms of a cut log.
For grade 1 pine and other softwoods, 10 inches i.b., at the small end would be an equivalent breaking point.
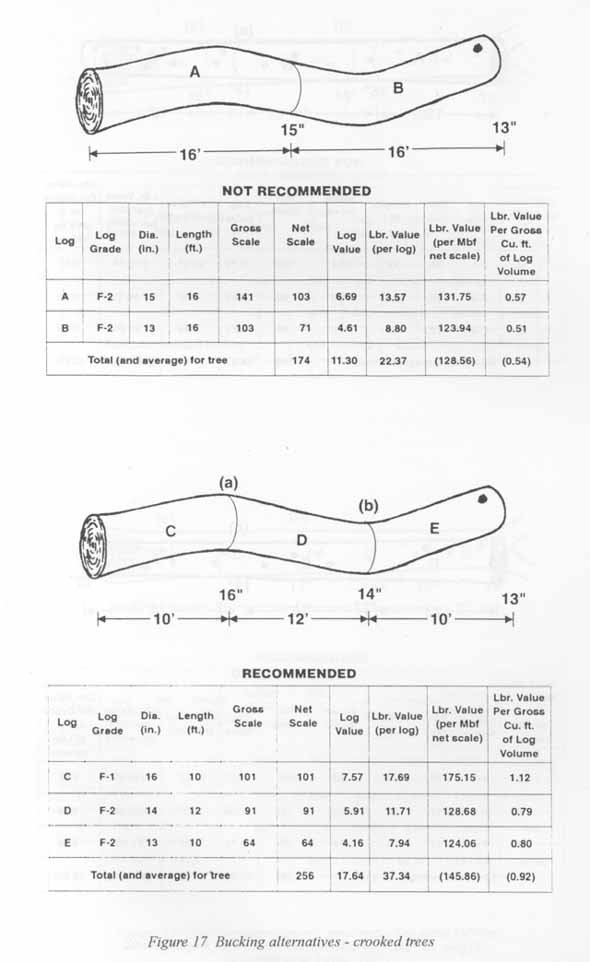
Sweep & Crook
Keep sweep and crook to a minimum by bucking your logs at the maximum point of deviation, or as shown in Figure 17.
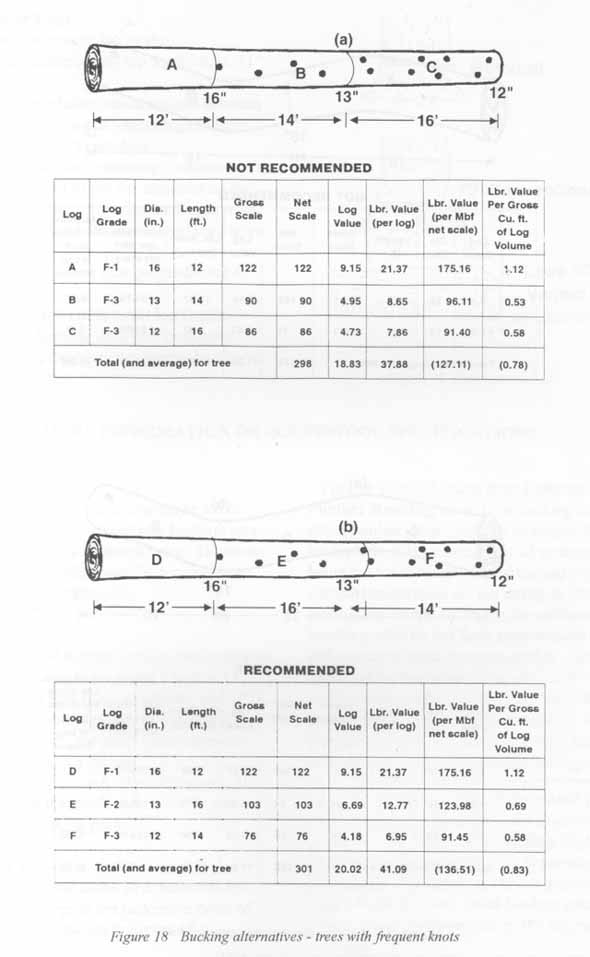
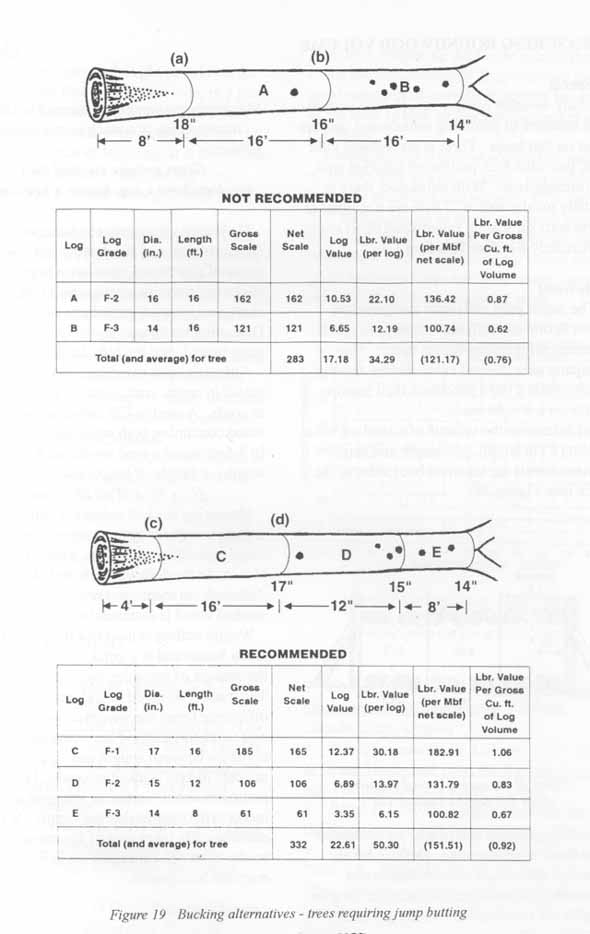
Figures 17 to 19, taken from Reference 8 of Further Reading, show how bucking can affect lumber value. In these examples for hardwoods, it is assumed that all portions are being cut for sawlogs. For softwood logs, similar comparisons are not nearly as dramatic. The reason for this is the softwood lumber grades do not have such marked differences in value between grades. Also softwood lumber tends to be allocated to a combination grade, such as: No. l including 15 percent No.2. Defects, such as sweep, affect volume recovery; therefore, it is important to keep these to a minimum for all sawlogs.
|
NOTE: In figures 17 to 19 the author used the Ontario Log Rule (O. L. R.) to determine volume. The O.L.R. gives slightly higher overrun values than the New Brunswick Log Rule. The object of the comparison, poor bucking versus good bucking practices, is not compromised by the log rule chosen. |
Measuring Roundwood Volume
General
Many woodlot owners accept their customer's measure of incoming roundwood, and are paid on that basis. There is no problem with this, provided both parties are satisfied with the arrangement. With pulpwood, there is usually no alternative. There are a number of good texts on scaling roundwood of all kinds, particularly Further Reading 1,3.
 |
| Figure 20 - Measuring stacked pulpwood |
Pulpwood
The major pulp and paper companies in Nova Scotia use different methods of measurement, which complicates things. One company uses stacked cubic metres, another cords, while a third purchases their requirements on a weight basis.
To determine the volume of a stack of wood 2.44m (8') in length, pile length and height measurements are taken on both sides of the stack (see Figure 20).
The average length and height are computed from these measurements. Defects are assumed to extend half the bolt length and deductions are made on both sides of the pile. Heights are measured at the mid points of equal intervals.
Maximum recommended interval is 1.5m (5').
Gross volume of a stack is calculated as follows:
Gross volume stacked (m3) _ Avg. length(m) x avg. ht.(m) x bolt length(m)
Deductions from gross volume are made for (i) shortwood, and (ii) defects and voids. In terms of shortwood, measure a number of sticks to determine average bolt length. If short, you must adjust volume accordingly. Deducting for defects and voids is much more complicated. See the N.S. Scalers Manual.
Although most wood in Nova Scotia is now scaled in metric units, some is still measured in cords. A cord is 128 cubic feet of stacked wood containing both wood and air spaces. In 8-foot wood a cord would be 8' (bolt length), 4' height, 4' length pile:
(L' x W' x H)l128 = cords
Measuring stacked volume is similar to scaling in cubic metres. Average heights and lengths are taken as before. Deductions are also made for defects, voids and short wood. Although not mentioned previously, all stacked wood is assumed to contain bark.
Weight scaling is used to a limited extent in Nova Scotia and is a quick way to determine the amount of incoming wood to a pulp yard. The truck is weighed in and weighed out, the difference being the weight of wood. Companies using this method have developed relationships between weight and volume, either in cubic metres stacked or cords. Due to moisture content variation, seasonal adjustments to the relationship may apply. Weighing automatically takes care of shortwood and voids; however, deduction for defective wood may still be required.
Sawlogs
Sawlogs are usually bought or sold on the basis of board feet. A board foot is, in a piece of lumber, a section 1-inch thick, by 1-foot long, by 1-foot wide or its equivalent in volume. In terms of log scale, it is the volume in board feet of lumber that the log is expected to yield during sawing under a fixed set of conditions.
Many years ago, Nova Scotia adopted the New Brunswick Log Rule for scaling sawlogs. Table 6 shows gross volumes in board feet for various diameter logs (measured inside bark at the small end to the last full inch) and for various lengths. Deduction for log defects are made by reducing scaling diameter, or scaling length, while for some defects, percentage deduction to board footage is made. Because of the large number of possibilities, consult the provincial Scaling Manual.
 |
| Figure 21 - Comparison of overrun values for four log rules. |
Most log rules underestimate the amount of lumber produced from small logs (over-run) and overestimate it for larger logs (underrun). The New Brunswick rule is one of the most accurate rules used in Canada. (Figure 21) shows the comparison of values for four log rules.
Note how inaccurate the Doyle rule is; this is to the buyers advantage. Log rules are not good measures of sawmill efficiency because of the built-in bias, or inaccuracies noted in the figure.
Weight scaling is also an acceptable method of determining sawlog volume. For softwood logs, it is estimated that between 4.76 and 5.50 metric tonnes of green softwood logs are equivalent to 1000 fbm as scaled by the New Brunswick rule. Corresponding values for green hardwood logs are: 5.67 metric tonnes per 1000 fbm, New Brunswick scale.
TABLE 6 - New Brunswick Log Scale
Further Reading
- Anon, 1987, Scaling Manual, N.S. Dept. of Lands and Forests,
- Anon, 1980. The Trees Around Us, N.S. Forest Practices Improvement Board, Halifax
- Bedard, J.R. 1968, The Small Forest and The Tree Farm, Maritime Forest Ranger School, Fredericton
- Calvert, W.W. and F.J. Petro, 1993. Grading Standing Hardwood Trees in Nova Scotia., N.S. Dept. of Natural Resources, Halifax
- Calvert, W.W., 1972. A Proposed Sawlog Grade for Eastern White Pine, Forintek Canada Corp., Ottawa
- Calvert, W.W.,1963, Factors Affecting Over-run and Its Significance, Foriritek Canada Corp., Ottawa
- Petro, F.J. and W.W. Calvert, 1976. How to Grade Hardwood Logs for Factory Lumber, Forintek Canada Corp., Ottawa
- Petro, F.J., 1975. Felling and Bucking Hardwoods, Forintek Canada Corp., Ottawa
- Shigo, A.L. and E.H. Larson, 1969. A Photo Guide to the Patterns of Discoloration and Decay in Living Northern Hardwood Trees, U.S.D.A. Forest Service, N. E. For. Exp. Station, Washington, D. C.
Module 8 - Lesson Three Quiz
| Questions: | 10 |
| Attempts allowed: | Unlimited |
| Available: | Always |
| Pass rate: | 75 % |
| Backwards navigation: | Allowed |
Lesson Four - Converting Roundwood Into Primary Products
Introduction
The conversion of roundwood to a saleable product includes not only the sawing, slicing, or felling of wood, but also the drying, gluing, pulping, and other required processes. The distinction between a primary product, lumber for example, and a secondary or semi-finished product, like furniture stock, may be rather small. Consequently, while our focus will be on primary conversion techniques, we may occasionally refer to secondary processing to clarify the description.
Because there are so many conversion techniques in the industry the treatment of any particular process will be brief. The focus will be on the conversion of roundwood into solid wood products. Other items, such as panel products (particle board), pulp and paper, and sawmill residue products (pellets), will be referred to briefly.
 |
| Figure 22 - Schematic of a modern circular sawmill |
The Sawmill
Traditional equipment will be described with occasional brief reference to modern, up-to date technology.
A sawmill consists of the following pieces of equipment which have been identified on a floor plan (see Figure 22). A log live deck (1) brings softwood or hardwood logs to the carriage (3). Logs are loaded onto a carriage (3), with the assistance of a log turner (2).
 |
| Figure 23 - Modern log carriage |
Logs are held firm on the carriage by dogs (see Figure 23). The carriage and log pulled by a cable, runs on tracks (10), with the log encountering a circular headsaw (19) along its path.
A slab (see Figure 24A) is removed, the carriage is pulled back to its original position and the log is advanced toward the sawline, through the action of the setworks, by the amount to be cut; eg. 1 inch'. The carriage and log are again pulled through the headsaw, this time removing a board with bark along each edge. The log is turned and this process is repeated until the log is completely sawn, as shown in Figure 24B. The main 8-inch thick cant is sawn on another machine and will be described later.
 |
| Figure 24 - Sawing patterns |
Edging and Trimming
After the board leaves the headsaw, it falls onto a short live roll case (10) to a stop where it is kicked sideways onto a transfer chain (5). In some mills the roll case (10) also dips below the floor surface allowing slabs to be dumped beneath the mill floor, to a chipper. The transfer chain conveys the board to a combination edger (6) where the two live edges are removed and the board is now square-edged. Later you will note that square edge lumber is produced in one pass by the cant side of the combination edger (see Figure 24A). Sometimes a timber will be produced from the centre of the log (see Figure 24B). These will travel the length of the mill to a trimmer (16). Lumber from the edger must also travel, by conveyor, to a trimmer (13). After being trimmed, lumber exits the mill and is placed in piles.
' Actually, when the carriage setworks moves the log into the line of the saw for 1-inch lumber, it must also include allowance for the thickness of the headsaw (kerfi. If the saw tooth is 1/4 inch thick, then the advance is 1 1/4 inches. The same would apply for 2-inch lumber; eg. the set would be 21/4-inches. The sawyer must always keep the saw kerf allowance in mind. When using an automatic carriage, as shown in Figure 23, this allowance is programmed into the setting device.
Sawmill Technology
We have described a traditional circular sawmill which is found commonly throughout Nova Scotia. Other headsaw options include single or double-cutting bandsaws (see Figure 26); twin circular (Scragg) headrigs; twinbands or quad-bands (see Figure 27) and many other arrangements including profiling chipper canters, frame saws, etc. Even a large chainsaw with an adapter kit can produce lumber. In the example, log feed is accomplished on a traditional carriage (see Figure 23). In other headrig options log feed may be achieved through lug chains, sharp chains, alligator chains (see Figure 27) and overhead end-dogging devices. Similarly, there is a variety of secondary equipment, including edgers, trimmers, and resaws, commercially available.
Portable Sawmills
If you have a fairly large woodlot and are regularly harvesting a substantial number of sawlogs, you may consider a portable band or circular sawmill. These units are gaining popularity and produce excellent lumber. The band variety produces a superb surface. They are quite accurate when the saws are sharp and feed speed is kept low. The disadvantage is that they are very slow. Getting 2000 fbm per day from these units is really pushing it. Figure 25 shows a number of these machines on the market.
 |
 |
|
| Figure 25 - Examples of portable band and circular sawmills. | Figure 26 - Single-cutting band headsaw | |
|
Figure 27 - Twin-band scragg headrig
|
||

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Products Of The Sawmill
 |
| Figure 28 - Wood frame construction |
Lumber
The most important product of the sawmill is lumber. In softwood sawmills, lumber is usually sawn to construction grade requirements (lumber grades will be discussed in the Lesson Five). This means mostly 2-inch material, such as 2 x 4, 2 x 6, 2 x 8 - in various lengths. One-inch material is usually taken from the slab area. The 2-inch material is called dimension lumber; while one-inch is called boards. Softwood lumber is used in light construction, and most finds its way into wood-frame housing (see Figure 28). Examples of softwood dimension lumber include studs, joists, and rafters, while boards are used for sheathing and strapping.
The product of a sawmill is rough lumber. Before it is used in wood frame construction, it is usually dressed, four sides. Dressing is performed by high-speed planers, having four or more cutter heads. Dry dimension lumber (19% m.c. and lower) is dressed to 1 ½ inches in thickness. Green dimension lumber from the sawmill is dressed to 1 9/16 inches in thickness.
For those not familiar with the conversion of hardwood logs into lumber, few similarities exist between it and softwood lumber. Although the milling process may be similar (see sawing pattern, Figure 24B) the sawmill ideally should be designed specifically for hardwoods. Little hardwood is used for light frame construction. Hardwood, or factory lumber is principally used in remanufacturing, or secondary manufacturing, and is cut up into other products.
Factory lumber is usually cut up into shorter, narrower pieces, while softwood lumber is usually used as is. It is graded in a different way than softwood. Strength is not generally as important in hardwood as appearance. In most applications, defects (knots, bark, holes, etc.) are removed to obtain a clear cutting. Clear cuttings will be discussed in more detail later on.
 |
| Figure 29 - Cutting layout for No.2 Common lumber |
A large percentage of sawn hardwood lumber is used by the furniture industry. Figure 29 shows a hardwood board of medium grade, No.2 Common. When the furniture plant receives this board it cuts out the defects to produce clear cuttings. These cuttings are then glued into panels (cuttings of the same length and thickness but random widths), which are then machined and assembled into a piece of furniture.
An important feature of this production process is the utilization of short lengths. Eighty-five percent of all furniture parts are less than 4-feet in length. As a result many furniture companies saw only short logs (3 to 7 ft) in their sawmills. Today, many more purchase part of their requirements as dimension stock rather than long lumber.
Dimension stock
Dimension stock is a cut-to-size, wood component normally kiln-dried, usually one-inch in thickness (4/4), that is supplied by a plant other than the furniture manufacturer. Do not confuse hardwood dimension stock, with softwood dimension lumber. In softwoods the term `dimension' always refers to the thickness of the material; ie. 2-inches (8/4) and up. One of the most common types of primary break-down machines to produce dimension stock is the short-log bolter (Figure 30). These machines, however, are gradually being replaced by short-log carriages - specifically designed for bolts 3 - 8 ft. in length. Dimension stock may also be produced from standard factory lumber.
 |
| Figure 30 - Short-log bolter |
Other Softwood Products
While construction lumber is certainly the most important product sawn from softwood logs, many others find good markets. Most of these fall into the category of `remanufactured products' or as is known in the trade, simply `reman'. Examples include:
- ladder rails: No compression wood; straight; rate of growth must be about 6 rings per inch; maximum slope of grain is 1 in 12; knots are generally not permitted; no rot; maximum moisture content - 15 percent; these are manufactured to customers' sizes; Wooden ladders are still widely used, particularly by utility companies, since they are less of a hazard in transmitting electrical current. Most ladder rails are made from West Coast species, but other softwood species may be used.
-
moulding stock: This material, in a variety of lengths, widths, and thicknesses, is used to make interior and exterior mouldings used in house construction. It includes quarter round, half round, crown, cornice and many other patterns. Softwood mouldings are usually painted, although some species such as white pine and spruce are given a natural finish.
Moulding stock must be free of defect, usually straight-grained, the mouldings themselves must be free of dressing skips and similar imperfections. Mouldings are produced on a multi-head moulder. - other millwork: Mouldings are usually classified as millwork. This category also includes handrails, stair treads, window sashes and frames, picture frames and others. Many of these products require a high proportion of long lengths which is being met increasingly by finger-jointing. In this process, short clear pieces of lumber are end-glued into long continuous strips. White pine, aspen, and clear spruce are excellent species for millwork.
- furniture: This industry is based primarily on hardwoods. However, furniture is also manufactured from softwood species. White pine - because it was plentiful and very easy to work - was a favourite furniture wood of the early settlers. In the last 15 to 20 years, there has been a strong renewed demand for white pine furniture. Much of this has been in the form of reproductions of the early `Canadiana' designs. Other softwood species used for furniture include cedar, larch, Jack pine and red pine. Some very interesting designs can be found in furniture from these species, particularly in the finishing techniques used. The grade requirements for softwood furniture sometimes follow those of hardwood, that is, clear cuttings. However, rustic pine furniture is manufactured that incorporates knots, colour variations, bark pockets, etc., providing a very pleasing effect.
Products from Low Grade Hardwoods
Clear hardwood stock for furniture and other products was covered earlier. Another type of furniture component is called frame stock, which is used in (1) the upholstered furniture industry as the frame to which upholstery is stapled and (2) as the interior frames of cabinets and other pieces of furniture. Hidden within the finished product, frame stock needs only be strong enough to perform its function. It is usually selectively recovered from the lower grades of lumber. Its main feature is market price, up to three times that of pallet stock, with which it competes. However, pallet stock can also be a good outlet for low-grade material. Furthermore, pallet lumber can be easily upgraded into cut-to-size pallet stock, ready to nail. Prices for pallet stock are generally low but there is a fairly good market in Nova Scotia.
Sawing Patterns
Softwood
The `traditional' mill, you may recall, has a combination edger. This means it can handle boards and dimension on one side, and cants on the other. In the example shown in Figure 24A, the softwood log is being `cant sawn'. Boards and dimension are removed on the headsaw from opposite faces until an 8-inch thick cant is made. The cant is then kicked off the carriage and makes its way to the cant side of the edger. In one pass the cant is sawn into about 6 pieces of 2 x 8.
The material in the two-slab portions of the cant can be sawn, into boards and dimension lumber requiring edging. Or the slabs (thick) can be directed to a resaw (not shown) further down the line. Speed is of the essence. The quicker the log can be processed and removed from the carriage (to receive the next log), the higher the production.
Hardwood
Two sawing patterns (see Figure 24B) are shown for hardwoods. In B 1, the log is completely cut up on the carriage into boards. (We might have sawn some 2-inch stock as well.) The cutting lines in the figure show the log was turned many times. This is called turning for grade and is the accepted method of sawing quality hardwood. This way sawing continues on a face until defects are encountered.
The log is turned to a new face and sawn until defects occur on that face - and so on. Usually, when all faces are showing defects, the remainder of the log is quickly cut into whatever it will yield.
In B2, the log has also been turned frequently for grade but the centre portion has been reserved for production of a timber (or tie, mine pack, pallet cant, etc.). The production of timbers increases productivity somewhat. The down-side is that the timber may contain potentially high quality lumber on one or more of its faces.
Lumber Drying
Air-drying
Before lumber is used, it should be dried. As a minimal requirement, air drying should be carried out. Building codes usually allow a maximum of 19 percent m.c. which can be easily obtained by air-drying during the summer. Air-drying requires holding lumber inventories for lengthy periods.
To air-dry lumber effectively, the piles must be prepared carefully. Stickers between each course of lumber must be placed accurately across the pile, and they must be lined-up accurately with respect to pile height. Ideally, the top of the pile should be capped by a slanted piece of plywood to shed rain.
Piles should be located so their length is at right angles to prevailing wind direction to improve the flow of dry air through the courses in the pile.
Pre-drying
Pre-drying is usually carried out on lumber that will eventually be kiln-dried. The techniques can be elaborate or very simple. The simplest method uses a large fan to direct outside air through the pile. The process is done only on warm, dry days and the only energy required is for the fan. Depending on outside temperature and humidity, pre-drying can quickly reduce the moisture content of green lumber.
Kiln-drying
Before installing and operating a kiln, read extensively on the subject. More important, attend one of the many kiln-drying short courses such as those offered by the Maritime Forest Ranger School in Fredericton.
There are many types of dry kilns on the market. Only steam kilns and dehumidification kilns will be discussed. But first, the drying process will be discussed to see what is required and what the dangers are.
How Wood Dries
Moisture is mainly removed at the wood surface by evaporation. To obtain good evaporation conditions, the surrounding air must be dry enough to absorb the water at the surface. To speed up the process heat is applied to the wood, and with fans, increase the movement of air across its surface.
 |
| Figure 31 - Cross section of drying wood(early stage) showing moisture gradient |
Moisture Gradients and Shrinkage
In the early stages of kiln-drying the following happens: (1) moisture is rapidly lost at the surface in a shell (see Figure 31); (2) a moisture gradient is set up between the shell and interior; (3) the shell dries below fsp and begins to shrink; (4) the interior, or core, does not shrink because its m.c. is still very high; (5) thus, the shell tries to become smaller (stretch) around a core that resists this shrinkage; (6) stresses are set up in the shell (as if a piece of rubber was stretched around the core); and (7) if the stresses are great enough, the shell cracks. These cracks are called seasoning checks (see Figure 10) and can permanently damage the wood. In oak, for example, with its large rays, checks develop along these lines of weakness.
How to Prevent Checking
To prevent severe checking, fairly mild conditions must be used during the early stage of drying. This means keeping temperature low and humidity high. Eventually, the drying shell becomes `set' in its stretched state. Once this point is reached, drying conditions can be `turned up'. Temperature may be increased which causes the relative humidity to fall, and more rapid drying to begin.
Completing the Kiln-drying Process
During the kiln-drying process, temperature is gradually increased, and humidity is continually lowered. Increasing the heat causes more rapid drying and in the late stages this overcomes the increasing difficulty of removing the moisture. What usually happens, referring back to Figure 31, is the moisture gradient remains. This may cause trouble later in furniture (for example) if the core area dries and shrinks. To overcome this, wood is usually over dried slightly, and then conditioned. Moisture is introduced and absorbed back in the shell and the cross-section reaches a constant moisture content. Drying stresses are relieved by this type of conditioning.
The Steam Kiln
This type of kiln is most common in the industry (although perhaps not in Nova Scotia). A boiler produces steam heat transferred through vaned-pipes to the kiln. Reversible fans move air through the lumber courses. Conditions within the kiln are governed by remote controller-recorders, which respond to a pre-set schedule. A wet bulb thermometer, covered by a cloth wick, measures humidity. The difference between the dry and wet bulb thermometer readings - the depression - is a measure of the ability of the air to evaporate moisture from the wood surface.
The Dehumidification Kiln
The dehumidification kiln has gained favour in recent years, largely because of its efficiency and it can be tailored to almost any capacity. In this type of kiln, moisture is drawn from the air in the kiln and condensed on cold evaporator coils, where it `gives up its heat'. This heat, in turn, is transferred to the refrigerant fluid causing it to vaporize. Vapour is cycled through the compressor where additional heat (the friction generated by the compressor) is picked up. At this point, the hot vapour is passed through the condenser where it gives up its heat to the dry kiln air. The vapour (refrigerant) then reverts back to the liquid state. Heat is generated and recycled continuously. Today, most dehumidification kilns have auxiliary heat sources that can be used for short periods, to bring the charge up to temperature initially and for increasing temperature quickly at other times - particularly during winter conditions.
Glued Products
 |
| Figure 32 - Schematic of Veneer lathe and peeler log |
Veneer
Softwood and hardwood veneer may be produced by: (i) sawing (very thin-kerf saw); (ii) slicing flitches, and by (iii) peeling round logs and bolts. The last process, peeling, is the most common for Canadian species. For very specialized applications, where the decorative features are most important, sawing or slicing must be used.
Veneer is peeled in long, more or less continuous, ribbons on a veneer lathe (see Figure 32). Logs that have been `conditioned' by soaking in hot water are charged into the lathe and chucked. The log turns, while the veneer knife engages the log. The knife is moved continuously and automatically inward as the log becomes ever smaller in diameter. The veneer `flows' on to conveyors where it is clipped into sheets, defects are removed, and it is finally dried in a veneer kiln or drier while still moving on line.
Plywood
In some cases veneer is the final product. However, many plants also operate a plywood manufacturing facility. Standard size plywood panels are 4 ft. x 8 ft. In making up the typical sandwich construction of plywood, plies are always `balanced'. This means that on each side of the central core of veneer, an equal number of plies are added, the last on one side being the finish or decorative face; while on the opposite a lower quality face. Total plies are always an odd number; eg. 3, 5, 7, 9 and so on. This is because of grain orientation. Beginning with the core (except for 3-ply panels) grain is oriented along the length of the panel (8'), the next two plies run at right-angles to the core (consequently these sheets are only 4' in length, but 8' in width). In all cases the two outside veneer plies are oriented along the length of the panel. During assembly of the panel, glue is applied to each sheet. The loose panel is then placed in a hotpress, where the adhesive is cured.
Board or Panel Products
There are many panel products on the market which utilize both residues from other operations; eg. sawmill, as well as under-used species. One of the more recent developments in this category is oriented strand board (OSB) which is made up of flakes or strands similar to the manufacture of waferboard (Aspenite). The main difference is that OSB aligns the component strands in such a way as to impart strength as desired - it is an engineered product. The strands may all be aligned in the same direction to provide strength along the board, similar to a laminated product. Or, as is usually the case, strands are aligned in layers in alternating 90 degree angles to each other providing strength along and across the board, similar to sheathing grade plywood, with which it competes.
Other Panel products
These include waferboard, particle board, conventional fibre board, medium density fibre board (mdf), and others. There are also a number of composite panel products using a decorative veneer over a particle board core. While similar in many respects, each of these products is manufactured differently using techniques that impart the special properties required. See Further Reading.
Pulp and Paper
Great strides have been made in pulp and paper manufacture, including the recycling of used paper products. The development of thermo-mechanical pulp (TMP) for newsprint is perhaps the most important advance in recent years. TMP uses large amounts of heat energy as opposed to mechanical energy required by stone groundwood, which it has all but replaced. The chipped wood, after being heated for a lengthy period, is fed to a disc refiner which separates the individual fibres, or cells. The resulting pulp is much stronger than groundwood. Therefore, it requires the addition of little chemical pulp to meet strength and other properties required for newsprint. In time, chemical pulps may be eliminated in the newsprint industry. Largely because of its size, this industry has had to adjust perhaps more than any other to environmental pressures, resulting in the development of less toxic refining and bleaching processes.
Wood Residues
Wood residues include those generated in the forest during harvesting, and those generated at primary and secondary manufacturing plants.
Forest Residues
Residues such as tops, roots and stumps, and defective stems represent huge volumes of bio-mass usually left in the woods. This material provides a source of soil nutrients for future growing stock. On average, this volume is estimated to be around 50 percent of the total stand. In some operations, where fulltree logging is carried out, almost all aboveground material is chipped and used.
Plant Residues
The average small circular or rotary sawmill recovers only about half (50 percent) of the wood volume of each log in the form of lumber. Up to 16 percent may be converted into sawdust, while 34% may be in the form of slabs, edgings, and trim-ends. Bark may represent up to about 14 per cent of total tree volume. The net lumber component for softwoods is further reduced when the lumber is dressed. As mentioned, hardwoods are usually sold rough.
In softwoods, the planing mill will produce large volumes of shavings and further amounts of sawdust if resawing is practised. In hardwood plants, the residue will be in the form of dry sawdust, edgings, trim ends, and shavings.
Uses for Wood Residues
Most softwood sawmills convert about a third of solid residues into pulp chips. These are shipped to the nearest mill where they form an excellent pulp furnish. However, hardwood sawmills often cannot economically take advantage of this market. Only one pulp mill in the province accepts hardwood sawmill chips for pulp furnish.
Fuel pellets, and the stoves that are designed to burn them, have become very popular lately. To be economically attractive the plant must gear up for a modest production - often beyond the capacity of a single sawmill or secondary plant's residue.
Many sawmills, dry-kiln operators, and secondary plants use their residue to heat their plants and fire the boilers for dry kilns. However, most sawmills produce more fuel capacity than they can use. Co-generation power plants built in locations central to a source of wood fuel are another option for utilizing residue. The mill, or plant, receives all the heat it needs and disposes of the surplus to the power utility grid at a profit.
A number of hardwood sawmills have installed relatively inexpensive slab saws which automatically cut up slabs and edgings into stove lengths. These, together with trim ends, are sold by the truck load around the countryside. This provides a ready cash product to such producers and they do not have to rely on the fluctuations of the pulp chip market.
Sawdust, shavings, and bark have been used for many years as animal bedding, poultry litter, agricultural mulch, and other similar uses. Indeed, by using simple treating processes, wood can be transformed into a diet supplement for farm animals.
We have already mentioned some panel and board products that can use a certain amount of sawdust as raw material. A product called wood flour was very popular and is still being shipped to producers of moulded plastics. Wood flour is used as a neutral extender or bulking agent.
Further Reading
- Anon. CSA Standard 086-1976, Code For The Engineering Design of Wood, Canadian Standards Association, Rexdale, Ont.
- Anon. 1991, Dry-Kiln Operators Manual, U.S. For. Prod. Lab., Madison, WS.
- Cech, M.Y. and F. Pfaff, 1980, Kiln Operator's Manual for Eastern Canada, Forintek Canada Corp., Ottawa.
- Culpepper, Larry, 1990, High Temperature Drying - Enhancing Kiln Operation, Miller-Freeman, San Francisco, CA.
- Dobie, James, 1972, Guidelines for the Study of Sawmill Performance, Forintek Canada Corp., Vancouver
- Flan, I.B., 1962, Some Conversion Factors and Related Information, Forintek Canada Corp., Ottawa
- Folkema, Michael P., 1992, Handbook on Portable Bandsaw-Type Sawmills, For. Engineering Research Institute of Canada, Montreal.
- Maloney, T.M., 1977, Modern Particle Board and Dry Process Fibreboard Manufacturing, Miller-Freeman, San Francisco, CA.
- Mullins, E.J. and T.S. McKnight, 1981, Canadian Woods, Their Properties and Uses, 3rd Edition, Supply & Services Canada, Ottawa
- Robertson, Barbara R., 1986, Sawpower -Making Lumber in the Sawmills of Nova Scotia, Nimbus Publishing Ltd., Halifax
- Wengert, E.M., 1990, Drying Oak Lumber, U. of Wisconsin, Madison, WI.
- Williston, Ed. M., 1988, Lumber Manufacturing: The Design and Operation of Sawmills and Planer Mills, Miller-Freeman, San Francisco, CA.
Module 8 - Lesson Four Quiz
| Questions: | 10 |
| Attempts allowed: | Unlimited |
| Available: | Always |
| Pass rate: | 75 % |
| Backwards navigation: | Allowed |
Lesson Five - Grading and Marketing Wood Products
Lesson 3 provided information on grading roundwood products, such as sawlogs and veneer logs. In this lesson the focus is on the products recovered from these logs. Markets for roundwood and converted products are also covered. Please keep in mind, however, that market information - especially prices - can become obsolete very quickly.
Marketing Wood Products
Pulpwood
If you are a member of a group venture or a producer's association, you will have access to current marketing information. Otherwise, you may negotiate your own deal with the pulp mill purchasing representative. Periodically, there is a good export market for pulpwood from Nova Scotia in both hardwoods and softwoods. For a list of brokers dealing in export pulpwood, refer to publication No. I on the Further Reading list.
Hardwood Veneer Logs
In 1995 the following firms purchase hardwood veneer logs:
(1) Columbia Forest Products, Indian Head Division, P.O. Box 848, Presque Isle, Maine, U. S.A. 04769. 1-207-764-4428
(2) Veneer Products of New Brunswick 1981 Ltd. Napadogan, N.B. EOH IEO.
1-506-367-2574
(3) McAdam Plywood & Veneer Products Ltd. McAdam, N.B. EOH lK0.
1-506-784-2227
For first-time sales, these companies will often send their buyers to your location. This provides you with hands-on experience in grading veneer logs which may avoid costly rejection at their yards.
Sawlogs
A listing of sawmills in the province is provided in publication No. 1, on the Further Reading list.
Other roundwood products include studwood (8' softwood logs), fence posts, poles, fuel wood, and pallet logs.
Specialty Products
This category includes roundwood destined for very specific applications, such as musical instruments and turned products. Markets are usually small but very rewarding, especially when the product is in short supply. The following provides a brief description of both the round product, and its' converted format.
1. Bolts (or flitches) for musical instruments
Both straight-grained spruce and sugar maple are in demand. Spruce is used for guitar sounding boards, while sugar maple is used in building fiddles and violins. Special grain patterns in sugar maple, such as curly grain, and fiddle-back grain are preferred and command high prices. In 1995, two Nova Scotia instrument makers are:
-
Nicholas Tipney Oldtree Instruments
Russia Road, Black Rock
Kings Co., N. S.
BOP IVO 1-902-538-3271.
-
Otis A. Tomas
Meadow North River,
Victoria Co., N. S. BOE I BO.
1-902-929-2766.
2. Bolts for shakes and shingles
There are no firms manufacturing split shakes in Nova Scotia. Reference No. I at the end of this Lesson cites 12 shingle manufacturers. Shingles are produced from short (18") bolts of spruce, fir, pine, and poplar preferably with no knots and straight grained.
3. Cooperage bolts
These are tree sections (bolts) destined for the manufacture of barrels and kegs. `Slack cooperage' (barrels and kegs used for dry or bulk goods) are manufactured in Nova Scotia. The staves and headings may be of almost any species, unless food-stuffs are to be packaged. Aspen and spruce are preferred species for some slack barrels and kegs, particularly those used for decorative purposes (flower pots and plants). Reference No. 1 cites three manufacturers in the province.
4. Spool wood bolts
Spool wood was the common industry term for 4-foot white birch bolts, destined to be converted into squares and subsequently turned into spools and bobbins, and other products. Plastics have cut into the market for spools but many other wood turnings are still very much in demand. Sugar maple, yellow birch, and other species are now being used in this market. The turning industry itself is largely concentrated in New England, particularly in Maine.
Other specialty products are listed below.
Birds eye maple - occurs predominately in sugar maple, and frequently in red maple. This poorly understood figure has fascinated people for years. Wood containing birdseye commands a high price. It is especially prized for the manufacture of small wooden containers, furniture such as coffee and end tables, and cabinets. Birds eye veneer is similarly in demand. In this case the veneer is either sawn or sliced from flitches. If you can recognize birds eye in the standing tree, and you have enough of it, get in touch with buyers of specialty products such as those listed in the yellow pages of the Halifax directory .
Curly and fiddleback maple - this has also been referred to earlier in relation to musical instrument makers. Curly maple is also in demand for the same products listed for birds eye. A great deal of birds eye and curly maple is salvaged from firewood piles. Fiddle makers often obtain much of their requirements in this way.
Sporting goods and related products - small industries, producing a variety of sporting goods, require wood with special qualities. Hockey sticks, for example, require white ash handle and rock elm blade. The method of bonding the handle and blade requires specialized machinery. Baseball bats are also produced from white ash. Initially, the blanks or squares are sawn on a bolter to obtain straight grain - the major requirement. Squares are then turned on a multispindle lathe from a steel pattern. The ash should have at least six annual rings per inch for bats.
Bowling pins - made from hard maple. Small, Canadian type pins are turned from a one-piece blank, while the larger pins are made up from laminated blanks. Bowling pins are finished with a high-resistant plastic coating. Billiard, pool and snooker cues - are usually made from hard maple from straight-grained blanks. These are turned on back knife lathes. Specifications for cue-stock are very high as is market price.
Billiard, pool and snooker cues - are usually made from hard maple from straight-grained blanks. These are turned on back knife lathes. Specifications for cue-stock are very high as is market price.
Wood turning, general - bats, cues, and pins have already been noted. There are hundreds of other uses for turned goods from plain, round dowels to complicated cross-sections. Turnings with round cross-sections are turned on lathes of the kind described. Turnings that are not round in cross-section (axe handle), and which may also depart from a straight long axis (chair legs, French Provincial) are turned on a shaping lathe. In these lathes, the wood blank turns very slowly, while a rotating cutter-head is brought to bear against the piece. The cutter head, in turn, follows a similarly slowly turning steel pattern.
Sawn Products
Domestic - There are various ways to handle sales. Softwood lumber can be sold dressed, or rough, green. Well manufactured lumber can usually be sold in rough form to a lumber company. They will put it through their planing mill and sell it along with their own material.
Finally, you can sell direct. This means selling softwood lumber to (i) a retail yard or (ii) to a user such as a house construction firm.
Hardwood lumber can be sold the same way with one important exception. In the hardwood trade (not including hardwood retailers selling to small cabinet shops, etc.) lumber is always sold rough. There are a number of hardwood brokers and wholesalers in the yellow pages of the telephone directory.
Export - Few people are in a position to export lumber out of Canada. Nonetheless, export markets are described briefly. Softwood lumber to be exported to Europe must be kilndried or otherwise heat-treated to satisfy sanitation requirements. This is not required for the U.S. The best course of action is to sell to one of the lumber firms that do export. They will dry the lumber in their kilns, and do all the paper work required to prove drying (sanitation) took place.
Some subtle differences exist when exporting hardwood lumber. You can put up fairly small quantities of kiln dried lumber for export to Europe. Hardwood lumber for export is often in the higher grades - No. 1 Common and Better - and is shipped either in a container or well wrapped and strapped, as break-bulk. Lists of agents and importers appear in reference No. 2, Further Reading. To export hardwood lumber to the U. S. you should contact one of their importers or wholesalers. To get appropriate names to refer to the yellow pages for Boston, or New York. A better way is to contact the Office of Nova Scotia in New England, through the Economic Renewal Agency in Halifax.
Other Wood Products
Other wood products were listed earlier under the collective heading `reman'. These include hardwood dimension stock, mouldings, trim, window cases, and virtually all the architectural millwork - both softwood and hardwood. There is a large domestic and export market for reman and cut-up stock. Listings for both domestic and export possibilities are in Further Reading.
Grading Wood Products
To sell something as variable as wood, requires specifications that are understandable and consistent. In the 1800's, large North American lumber producers developed their own grading rules. In many cases the grades developed in one region bore little resemblance to those from another region. The market, such as it was, tended to be chaotic.
At the onset of World War II, North American industry began gearing up for a major conflict, requiring an all out effort to produce war materiel. This huge effort provided the impetus to standardize grading specifications for most wood products, of which lumber and plywood were major items. Eventually these efforts toward standardization led to the formation of national authorities charged with producing and administering grading rules. These thrusts to standardize were coordinated between the U.S. and Canada, resulting in few differences in present-day grading specifications between the two countries.
National Lumber Grades Authority (NLGA)
The NLGA was incorporated under the federal Department of Consumer and Corporate Affairs in 1971, to deal with all species and grading rules in Canada. Its membership includes all regional lumber inspection agencies such as the Maritime Lumber Bureau. The NLGA turned over supervision of grading to the Canadian Lumber Standards (CLS) Division of the Canadian Standards Association.
The CLS is responsible for establishing policy and control of grade marking Canadian lumber, through a variety of boards or bureaus. It should be mentioned that the formation of the NLGA, and CLS, was primarily- to ensure safety in the application of softwood lumber. Except for the poplars, it does not apply to hardwoods. The grading rule then, for softwoods throughout Canada, is the `Standard Grading Rules for Canadian Lumber'.
Softwood Lumber Grade Basics
Since most softwood lumber is used `as is' it must be graded with that in mind. For example, a piece of dressed lumber, 2" x 10" by 12-feet in length (nominal dimensions) will probably be used as a joist or rafter. The following describes a typical softwood lumber grade:
No. 1 - Structural light framing (2" - 4" wide - Checks - checks on the ends are limited to a length equal to the width of the piece; knots - sound, firm, encased, and pith knots if tight and well-spaced, are permitted in sizes not to exceed the following:
|
KNOTS
|
|||
|
width of piece
|
at edge
|
centreline
|
unsound knots & holes
|
|
2"
3" 4" |
1/2"
3/4" 1" |
1/2"
3/4" 1 ½" |
1/2"
3/4" 1" |
Shakes - on ends, limited to half the thickness. Away from ends, several heart shakes up to 2' long, none through.
Slope of grain - 1 in 10
Splits - as for checks
Stain - firm
Wane - 1/4 the thickness, 1/4 the width. 5 percent of pieces may have wane up to ½ thickness and 1 /3 width, for 1 /4 length.
The above is just one of many softwood lumber grades and categories. It is shown to illustrate the concept that the piece is graded with its strength (in this case as a stud or for minor framing) in mind. Again, it is to be used `as is'. It is often called a `defect grading system'.
Hardwood Lumber Grade Basics
The grading of hardwood lumber and related products evolved differently over the years. The impetus for establishing uniform, national grades for hardwoods came primarily from the United States. These developments culminated in the formation of the National Hardwood Lumber Association (NHLA), based in Memphis, Tennessee. The NHLA publish and periodically update the applicable grading rules `Rules for the Measurement and Inspection of Hardwood and Cypress'. The NHLA rules are recognized world wide and, interestingly, have not been converted to metric units. They are published in many languages.
Hardwood is graded on an entirely different system than softwood lumber. Factory lumber is intended to be cut up into components. Usually, these components must be clear - free from all defects. These are called "clear cuttings" system and can be considered in the same way as described for the production of dimension stock. Hardwood grades are based on the yield of clear cuttings (yield being expressed as percentage of the area of the board). However, the width, length, and number of cuttings permitted also comes into play.
Cutting unit method - In determining yield, the cutting unit method is used. A cutting unit is one inch by one foot. The number of units in a clear cutting is found by multiplying width (in inches), by length (in feet). Use fractions if necessary in both width and length. In actual grading, the total cutting units for all clear cuttings is obtained and compared with the `yield' requirement for the grade. Table 7 shows cutting requirements for standard grades.
TABLE 7 - Hardwood Lumber Grades Standard Inspection
{kind=link}
Additional Specifications
In addition to grades many wood products have parallel specifications such as standards and codes to govern their use. Standards are the grading rules just discussed as well as others dealing with safety, strength, etc. Codes are legal documents that require products to be manufactured according to certain standards. The National Building Code (NBC), for example, sets out minimum standards for construction, and is `legal' to the extent that its provisions are mandatory for all construction financed under the Canada Mortgage and Housing Corporation. If a province adopts the NBC then it is a legal code for all light frame construction within the province. Nova Scotia adopted the NBC in 1987.
The Canadian Standards Association (CSA) publishes standards for all types of products in Canada. There are two standards for wood; one for softwood lumber, and one for the "Engineering Design of Wood". The CSA authorizes the Canadian Lumber Standards Accreditation Board for monitoring all softwood lumber grade marking in Canada.
The Underwriters' Laboratories of Canada (ULC) develops and publishes standards, and specifications for products that relate to fire or accident hazards or crime prevention. Through its laboratory it also provides certification and testing services for fire-retardant treatments and pressure treating facilities for wood products.
Environmental Considerations
There is no human endeavour today that does not come under the scrutiny of the environmental movement. For the most part this is a good thing because all of our activities impact on the environment. Only when this scrutiny unfairly limits our ability to do business do we object.
Forestry has come under particularly heavy attention from environmentalist activists.
Clear cutting, the use of herbicides and insecticides, and other forestry practices are under fire. So how does this relate to the utilization of wood?
There is a trend in Europe, and to a lesser extent, North America, to examine the `forestry' behind each product being sold. Who is doing the examining? It began with the environmental movement, but today individual firms - furniture companies, large importers of softwood lumber, and consumer organizations - are taking on this task. Some believe that consumers have effectively shut down the tropical hardwood industry. We do know that in the hardwood trade, the switch from tropical (dark coloured) to temperate (light coloured) hardwoods has been monumental. The huge softwood lumber industry has not escaped either. Buyers question the practices of all Canadian suppliers, especially those from British Columbia.
One area of concern focuses on the habitat for wildlife in the forest environment. Nova Scotia has joined other provinces in developing forest/wildlife guidelines and standards to be implemented on Crown lands. Where possible these guidelines should also be practiced on private lands by incorporating these standards in your forest management programs. The guidelines include practical techniques to enhance wildlife habitat and recommendations on forest diversity (age, openings, cutting areas), establishment of wildlife corridors and edges, management of forest adjacent to water courses, protection of cavity trees for birds and small mammals, and other common sense practices. Fish habitat is also an area that should be addressed in this context. A comprehensive publication (No. 8, Further Reading) provides woodlot owners with information on selection, location, and construction of stream crossings to protect fish habitat.
How can owners of woodlots and producers of primary and secondary wood products respond to these forces? Each of you must decide where you stand on the issues. In the long run your decisions and actions will affect how you do business.
A standards certification agency will be responsible for determining whether your products have originated from a sustainably managed forest. Sound far-fetched? Not so! It's happening as this is being written. To sell wood, certain standards of conduct will have to be met. Plan on it!
The Future Of Wood
Wood is one of Canada's major resources, and if not the largest in terms of industrial activity, certainly near the top. Nova Scotia's economy depends significantly on what the future brings for this huge renewable resource.
Will wood products maintain their position in the next century?
World population is predicted to increase steadily. Under-developed third world nations are striving for better standards of living for existing populations. Thus, it would appear that the market for wood products will keep on growing.
There are also world wide movements aimed at reducing the by-products of human activity - garbage. These would substitute bio-degradable materials like wood for plastics and metals, especially in `throw-away' items like packaging. Wood is also making a come back for certain industrial uses. Replacement of carpeting by wood flooring is an example. In Canada, wood-frame housing is taken for granted. But the traditional house building material in a large part of the world is masonry and metal. We believe wood will form a greater content of houses, worldwide, in the future. Even feeding a growing world population may have an impact on wood use since cellulose - the basic constituent of wood - can be converted into food for both animals and humans.
Nonetheless, while it appears the forests of the world will be called upon to produce even greater volumes of wood products, a parallel force suggests that forests and wildlands be used for activities and purposes other than wood production. This is not only an environmental movement. As people have more time for leisure activities many would like to see more space set aside where they can enjoy these activities.
Even though we may be sorry for industry, we still ask politicians to have these areas set aside. Most only want to see them reserved as wilderness to protect the downstream effect such as water levels and water quality in streams and lakes, where we angle for salmon and trout. The amount of forested land to be taken out of production in the future will be large. Furthermore, forestry practices on remaining lands will be ever more closely scrutinized. Smaller cuts will be the rule.
Are these incompatible trends? First, the problem is not as simple as the one we have described. Many more factors such as technology come into play. Trends can also change. Forecasting can be a risky business. In 1952, the Stanford Research Institute, a world renowned organization, forecast the demand for forest products in the U. S. by the year 1975. As it happened, they underestimated demand by 200% for plywood, 50% for pulpwood; and gave no estimate at all for other panel products - which by 1975 was a huge industry.
To sum up, the production of forest products will increase to meet increased demands. The increased production will be from a smaller land base. More fibre per hectare will be grown by doing better forest management on more of the available land. Converting these managed trees to products will become much more sophisticated.
The production of lumber will gradually decrease. In its place will be wood-based building products including joists and studs, and other structural members, extruded from our composite material feed stock. True wood, as we know it, with its pleasing grain and colour and other attributes, may be reserved for decorative purposes only.
Further Reading
- Anon. 1992 Nova Scotia Forest Production Survey - 1992, Dept. of Natural Resources, Halifax
- Anon. 1992 Europe 1992 and Canadian Value-Added Wood Products, External Affairs & International Trade, Halifax
- Anon. 1993 Nova Scotia Directory of Manufacturers, 1992-1993, N.S. Dept. of Economic Development, Halifax
- Anon. 1994 Rules for the Measurement and Inspection of Hardwood and Cypress, National Hardwood Lumber Association, Memphis, TN.
- Anon. 1973 Standard Grading Rules for Canadian Lumber, National Lumber Grades Authority, Vancouver
- Anon. 1993 Nova Scotia Hardwood. Sustainable Development Opportunities for Solid Wood and Wood Fibre Products, N.S. Dept. of Natural Resources, Halifax
-
Anon. Forest/Wildlife Guidelines and Standards for Nova Scotia, Dept. of
Natural Resources, Halifax, Nova Scotia - Brathwaite, G. 1992. Woodlot Roads and Stream Crossings. Dept. of Natural Resources. Halifax, Nova Scotia
Module 8 - Lesson Five Quiz
| Questions: | 10 |
| Attempts allowed: | Unlimited |
| Available: | Always |
| Pass rate: | 75 % |
| Backwards navigation: | Allowed |
Glossary of Key Terms - Module 8
air dried: Dried by exposure to air in a yard or shed, without artificial heat.
annual layers (rings): The layers of wood grown by a tree during a single growing season; in the temperate zone, annual layers of many species are readily distinguished because of differences in the cells formed during the early and late parts of the season.
band saw: A band of steel with teeth on one edge (single cutting) or both edges (double cutting), running on a set of large wheels. Used for longitudinal cutting of wood.
bent wood: Curved wood formed by steaming or boiling, or by special finishing, and then bending to a form.
bird's-eye figure: Figure produced on flat-sawn or rotary-cut surfaces by small, conical depressions of the fibres, which form numerous rounded areas of the grain remotely resembling small eyes. Generally limited to hard maples.
bleaching, pulp: The process of removing residual lignin from pulp to improve the brightness and strength.
board: Lumber that is less than 38 mm (2 in.) thick and wider than 38 mm (2 in.).
bolt: A short section of wood, as cut for shingles, shakes, rough dimension stock, stakes, pallet and crating material, and rotary-cut veneer.
bound moisture: See bound water.
brash wood: Wood with low resistance to shock and with a tendency to sudden and complete breakage across the grain without splintering.
brown rot: A condition caused by fungi that decompose the cellulose and associated carbohydrates in wood rather than the lignin. The result is a brown, friable residue. Sometimes called 'brown cubical rot' because of the formation of cracks caused by shrinkage.
bucking: Cross-cutting felled trees into logs or bolts.
bull edger: A combination circular gang resaw and edger used to break down small cants as well as for edging.
cambium: A thin layer of tissue between the bark and wood that repeatedly subdivides to form new wood and bark cells.
cant: A log that has been slabbed on one or more sides by the headrig for subsequent breakdown into lumber by other machines.
cell: A general term for the structural units of plant tissue, including wood fibres, vessel members, and other elements of diverse structure and function.
cellulose: The carbohydrate that is the principal constituent of wood and forms the framework of the wood cells.
checks: Lengthwise separations of wood that usually extend across the annual layers and commonly result from stresses set up in wood during drying.
chipper canter: A headrig machine that reduces barked logs directly to chips and cants without producing sawdust.
chucked: Attached to chucks or dogs which hold the log in place.
circular saw: A circular metal plate with teeth on the circumference that rotates on a drive shaft.
collapse: The flattening of single cells or rows of cells in the heartwood during the drying or pressure treatment of wood. The wood surface is often characterized by a caved-in or corrugated appearance.
composites: Built-up, bonded products consisting wholly of natural wood, or in combination with metals, plastics, etc.
compression wood: Abnormal wood formed on the lower side of branches and inclined stems of softwood trees. Compression wood is identified by its relatively wide annual layers and dark reddish colour. Compared with normal wood, it shrinks excessively lengthwise.
conditioning: The use of humidity in a dry kiln to produce a uniform distribution (equalization) of moisture in timber and to reduce drying stresses.
conk: the exterior fruiting body produced by an interior wood-rotting fungus.
cooperage: Containers, such as barrels and kegs, consisting of two round head pieces and body composed of staves held together with hoops.
cross grain: Wood in which the fibres are not aligned parallel to the axis of the piece.
cupping: Distortion of a board whereby the faces become concave or convex across the grain or width. This condition usually occurs in drying.
decay: The decomposition of wood substance by fungi. The destruction is readily recognized because the wood has become punky, soft and spongy, stringy, ring-shaked, pitted, or crumbly. Decided discoloration or bleaching of the rotted wood is often apparent.
deflection: Is a measure of the movement of a wood member in response to an applied load. Conversely, it is a measure of stiffness (see modulus of elasticity).
degrade: A reduction in the quality of wood due to defects that result from seasoning.
density: As usually applied to wood of normal cellular form, density is the mass of wood substance enclosed within the boundary surfaces of a wood-plus-voids complex having unit volume. It is variously expressed as kilograms per cubic metre or pounds per cubic foot at a specified moisture content.
depression, wet-bulb: The difference between the dry-bulb and wet-bulb temperature.
diffuse-porous wood: Wood from certain hardwood species whose pores are nearly uniform in size and distributed evenly through the annual layer (e.g., birch and maple). Annual layers are sometimes difficult to identify
dimension lumber: Lumber with a thickness of 38 mm (2 in.) up to, but not including, 114 mm (5 in.) and a width of 38 mm (2 in.) or more.
dogs: Steel, teeth-like projections usually attached to the knee of a headrig carriage to hold the log firmly in position on the carriage headblock.
dressed lumber: Lumber surfaced on one or more sides by a planer.
dry-bulb temperature: The temperature of air as indicated by a standard thermometer.
dry (seasoning): Removing moisture from green wood to improve its serviceability and utility.
earlywood: The portion of the annual layer that is formed during the early part of the growing season (also called springwood). It is usually less dense and weaker mechanically than latewood.
edge grain: Lumber in which the annual layers form an angle of 45-90° with the wide surface of the piece. Also referred to as 'quarter sawn' or 'vertical grain'.
edger: A machine used to produce two parallel sides (wide face) by removing the rounded edges of a board (wane). Lumber is edged to specified width (softwoods) and to random width (hardwoods).
encased knot: A knot whose annual layers are not intergrown (i.e., not continous) with those of the surrounding wood.
fiberboard: A broad, generic term inclusive of sheet materials of widely varying densities manufactured of refined or partially refined wood (or other vegetable) fibres. Bonding agents and other materials may be added to increase strength or resistance to moisture, fire, or decay.
fibre saturation point: The stage in the drying or wetting of wood at which the cell walls are saturated and the cell cavities are free from water. It is usually taken as approximately 2530% moisture content, based on ovendry weight.
fibre, wood: Long, thin, cylindrical wood cells, tapered and closed at both ends. Also a general term of convenience for any long, narrow cellular tissue.
fiddleback figure: Figure produced by type of fine wavy grain wood. Wood with such figure is traditionally used for the backs of violins.
figure: Any characteristic pattern produced in a wood surface by annual growth rings, rays, knots, deviations from regular grain such as interlocked and wavy grain, and irregular coloration.
fine grain: A non-technical term variously used to describe wood with narrow, inconspicuous annual layers or with relatively small or uniform cell diameters.
finger joint: An end joint made up of several meshing fingers of wood bonded together with adhesive.
flat grain: The figure produced when lumber is sawn approximately tangent to the annual layers. Lumber is considered flat-grained when the annual layers make an angle of less that 45° with the surface of the piece.
flat sawn: Another term for flat grain.
flitch: A portion of a log sawn on two or more sides, frequently with wane on one or both edges, and intended for further conversion into lumber.
framing: Dimension lumber used for the structural members of building, such as studs, joists, and rafters. Light and Structural Light Framing are grades of lumber 38-89 mm (2-4 in.) thick and 38-89 mm (2-4 in.) wide.
free water: Moisture that is contained in cell cavities and intercellular spaces and is held by capillary forces only.
fungi: A low form of chlorophyll-less non-vascular plant life. Wood-inhibiting fungi use constituents of wood as food and also require moisture, oxygen, and suitable temperatures in order to develop.
grain: In its restrictive meaning, grain designates the direction of alignment of wood elements that determines a plane of cleavage. This term is also used in a variety of ways to describe the size, arrangement, appearance, or other qualities of wood fibres.
green: Used in referring to freshly sawn or undried wood. Wood that has become completely wet after immersion in water is not considered green but my be said to be in the 'green condition'.
hardwoods: Generally one of the botanical groups of trees that have broad leaves in contrast to the conifers or softwoods. The wood produced by these trees contains pores. The term has no reference to the actual hardness of the wood.
headrig: The first machine in a sawmill to start the breakdown of logs into lumber products.
headsaw: The principal saw in a sawmill used for the breakdown of logs by cutting parallel to the grain.
heart check: A radial shake originating from the heart or central portion of a log. Also called 'heart shake' and 'rift crack'.
heartwood: The inner core of a woody stem, where the cells no longer participate in the life processes of the tree. Usually contains extractive materials that give it a darker colour and greater decay resistance than the outer enveloping layer (sapwood).
hogged wood: Pieces of solid wood that have been reduced to particles by a grinder (hog) or crusher, prior to burning or pelletizing.
honeycombing: A term used to describe advanced white rot; also checks, that occur in the interior of a piece of wood, usually along the wood rays during seasoning.
joist: One of a series of parallel beams used to support floor and ceiling loads and supported in turn by larger beams, girders, or bearing walls.
kerf: The narrow slot cut by a saw as it advances through wood, or the thickness of wood removed as sawdust by a saw.
kiln: A chamber having controlled air flow, temperature, and relative humidity used for drying lumber, veneer, and other wood products.
-compartment kiln: A dry kiln in which the total charge of lumber is dried as a single unit.
- progressive kiln: A dry kiln in which the total charge of lumber is dried as several units, such as kiln truck loads, that are moved progressively through the kiln. The temperature is lower and the relative humidity is higher at the end where the lumber enters the kiln than at the discharge end.
kiln dried: Wood dried in a kiln to not more than 19% moisture content.
kiln schedule: A prescribed series of dry-bulb and wet-bulb temperatures and air velocities used in drying a kiln charge of lumber or other wood products.
knots: Those portions of a branch or limb that have been surrounded by subsequent growth of the stem. The shape of a knot as it appears on a cut surface depends on the plane of the cut relative to the long axis of the knot.
- encased knot: A knot whose annual layers are not intergrown (i.e., not continuous) with those of the surrounding wood.
- intergrown knot: A knot whose annual layers are intergrown (i.e., continuous) with those of the surrounding wood.
- loose knot: A knot that is not held firmly in place or position and that cannot be relied upon to remain in place.
- spike knot: A knot sawn approximately parallel to its long axis so that the exposed section is definitely elongated.
kraft (sulphate) process: A chemical pulping process in which lignin is dissolved by a solution of sodium hydroxide and sodium sulphide.
kraft pulp: A chemical wood pulp obtained by cooking wood chips at high temperature in a solution of sodium hydroxide and sodium sulphide.
laminated veneer lumber (LVL):
Lumber cut from large laminated wood panels, of various thickness. Grain of all laminates runs in same lengthwise direction.
laminated wood: An assembly made by bonding layers of veneer or lumber with an adhesive so that the grain of all laminations is essentially parallel.
latewood: The portion of the annual layer that is formed during the latter part of the growing season after the earlywood formation has ceased (also called summerwood).
linerboard: A paperboard used as a facing material in corrugated and solid fibre shipping containers. Linerboard is usually classified according to furnish, as for example, kraft linerboard.
live sawing: Sawing through and through without turning the log or by turning it only once - that is, sawing with a bandmill headrig or with a circular headrig.
longitudinal: Generally, parallel to the direction of the wood fibres.
lumber: The product of saw and planing mills that is not further manufactured beyond sawing, resawing, passing lengthwise through a standard planing machine, crosscutting to length, and matching.
mechanical pulping: The production of fibres and fibre bundles by grinding wood with pulpstones or by mechanical refiners as opposed to chemical methods.
modulus of elasticity: A measure of the stiffness of wood.
modulus of rupture: A measure of the maximum strength of wood.
moisture content: The amount of water contained in wood, usually expressed as percentage of the weight of the oven-dry wood.
mold: Superficial, usually coloured growth of fungi on damp wood; also referred to as mildew.
open grain: Common classification for woods with large pores, such as oak, ash, and walnut.
oriented strand-board (OSB): An engineered panel product using wafer or strands of wood oriented in specific configurations to achieve a desired strength characteristic.
pallet: A horizontal platform device used as a base for assembling, storing, handling, and transporting materials and products as a unit load.
particleboard: A generic term for a panel manufactured from lignocellulosic material - common wood - essentially in the form of particles (as distinct from fibres). These materials re bonded together with synthetic resin or other suitable binder, under heat and pressure, by process wherein the interparticle bonds are created wholly by the added binder.
pit: A discontinuity in the secondary cell wall normally found in adjacent pairs of cells forming pathway for liquid movement between neighbouring cells.
pith: The small core of soft primary tissue occurring near the centre of a tree stem, branch, and sometimes, root.
plywood: A composite panel or board made up of cross-banded layers of plies, bonded with an adhesive, or veneer only, or veneer in combination with a core of lumber, or of particleboard. Generally the grain of one or more plies is roughly at right angles to that of the other plies, and almost always an odd number of plies are used.
radial : Coincident with a radius from the axis of the tree or log to the circumference. A radial section is a lengthwise section in a plane that passes through the centre line of the tree stem.
rafter: One of a series of parallel structural members of a roof designed to support roof loads. The rafters of flat roof are sometimes called roof joists.
rays, wood: Ribbon-like strands of tissue extending radially within a tree and varying in height from few cells in some species to several centimetres in oak. The rays serve primarily to store food and transport it horizontally through the tree.
reaction wood: Wood with abnormal structure and properties formed in parts of leaning or crooked stems and in branches. In hardwoods it is called 'tension wood'; in softwoods, 'compression wood'.
relative density: Formerly called specific gravity. As applied to wood, the ratio of the oven-dry weight of a sample to the weight of a volume of water equal to the volume of the sample at specified moisture content (green, air-dry, or oven-dry).
resaw: A sawing machine used to break down cants into lumber, for recovering lumber from slabs, and for upgrading lumber by ripping off defective portions.
resin ducts: Intercellular canals or passages that contain and transmit resinous materials. They may extend vertically parallel to the axis of the tree or at right angles to the axis and parallel to the rays.
ring-porous: Used in referring to a group of hardwoods in which the annual growth layers consist of a more or less continuous zone or large earlywood pores that changes relatively abruptly to a denser latewood zone having smaller pores and an abundance of fibrous tissue (e.g., oak and ash).
ring shake: A separation along the grain that occurs most commonly between adjoining annual layers.
rotary-cut veneer: Veneer cut in a lathe that rotates a log or bolt gainst a knife set in such a manner as to peel off a continuous thin sheet.
rough lumber: Lumber that has been sawn, edged, and trimmed but not dressed (planed).
rupture: Means the point at which wood fails in response to an applied load (see also modulus of rupture).
sap: Fluid contents of the living wood cells.
sapwood: The wood located near the outside of the tree stem containing the tissues actively involved in the transport of sap. It is generally lighter in colour than heartwood and has lower natural resistance to decay. sawing around: Breaking down a log by turning it on the carriage of a headsaw to obtain the best yield of lumber from the clear outer portion of the log.
sawn veneer: Veneer produced by sawing.
scrag saw: Two or more pairs of saws, one pair to a drive shaft, or two or more pairs of saws, each saw on an individual drive shaft, all sawing different lines. Saws may be fixed or adjustable to different settings.
setworks: The mechanism on an edger, on a log carriage, or on twin and quad bandsaws for regulating the thickness of the wood being cut.
shake: A rupture or separation along the grain. The term is most commonly applied to 'ring shakes', which develop tangentially either within a given annual layer or at the boundary between two layers.
shrinkage: Contraction caused by drying wood below the fibre saturation point; it is greater in the wide face of flat-grain than in edge-grain lumber, and minimal in the longitudinal direction.
slab: The exterior portion of a log removed in sawing lumber.
sliced veneer: Veneer that is sliced off a log, bolt, or flitch with a knife.
softwoods: Generally, one of the botanical groups of trees that in most cases have needlelike or scalelike leaves (the conifers); also the wood produced by such trees. The wood does not contain pores. The term has no reference to the actual hardness of the wood.
splits: Separations along the grain extending through piece. Commonly caused by stresses set up in the wood during drying.
springwood: See earlywood
straight grain: Wood in which the fibres are aligned parallel to the axis of the piece.
stud: One of a series of slender wood structural members used as supporting elements in walls and partitions.
tangential: Strictly, coincident with a tangent at the circumference of a tree or log, or parallel to such a tangent. In practice, however, it often means roughly coincident with an annual layer. A tangential section is a longitudinal section through a tree or limb perpendicular to a radius. Flat grain lumber is sawn tangentially.
tension wood: Reaction wood formed on the upper side of branches and inclined stems of hardwood trees. Tension wood is characterized anatomically by lack of cell-wall lignification and often by the presence of gelatinous fibres. It has excessive longitudinal shrinkage, and sawn surfaces usually have projecting fibres. Planed surfaces often are torn or have raised grain.
texture: Refers to the size of the cellular components of wood; may also describe their relative uniformity in size.
thermo-mechanical pulp: Is a newsprint pulping process whereby wood chips are first subjected to extremely high heat in a water medium; then refined through a disc-refiner to separate fibres from lignin. Basically, replaces the mechanical ground wood system.
trimmer: A battery of adjustable saws for trimming lumber to specific lengths or for removing defects.
twin and quad bandsaws: A twin bandsaw is an adjustable, double bandsaw headrig making two cuts simultaneously. A quad bandsaw makes four cuts simultaneously.
veneer: A thin layer or sheet of wood.
vessels: Tube-like structures in porous woods (hardwoods only) made up of longitudinal series of relatively short, large-diameter cells having more or less open ends. Open vessels exposed on the surfaces of a piece of wood are known as pores.
waferboard: A type of particleboard composed of wafers cut from roundwood bolts (mostly poplar) of uniform length and thickness resembling small pieces of veneer. The wafers re bonded together with resin binder, under heat and pressure, by a process similar to that by which particleboard is made.
wane: Bark or lack of wood from any cause on any edge or corner of a piece of lumber.
wet-bulb temperature: The temperature when the thermometer bulb is kept moistened and hence cooled by evaporation. Because evaporation is greater in dry air, the thermometer will register a lower temperature at lower relative humidity.
white rot: A condition caused by fungi attacking the cellulose and lignin of wood simultaneously, resulting in whitish residue that may be spongy or stringy. May occur as pocket rot.
Downloads
As the Home Study modules become available copies will be made available for download. At this time only the Introduction - Getting More from your Woodlot, Module 2 and 9 are available in French.
| All modules are currently available in English and some in French |
Adobe Acrobat
Acrobate D'Adobe |
| Principles of Forest Stewardship | Download |
| Introduction: Getting More From Your Woodlot |
English Francais |
| Module 1: Introduction to Silviculture | Download |
| Module 2: Harvesting Systems |
English Francais |
| Module 3: Thinning for Value | Download |
| Module 4: Woodlots and Wildlife | Download |
| Module 5: Stand Establishment | Download |
| Module 6: Chainsaw Use and Safety | Download |
| Module 7: Woodlot Ecology | Download |
| Module 8: Wood Utilization and Technology | Download |
| Module 9: Woodlot Recreation |
English Francais |
| Module 10A: Managing Woodlot Finances:Planning and Investment Guide | Download |
| Module 10B: Introduction to Woodlot: Income Tax and Estate Planning | Download |
| Module 11: Roads & Trails: Planning it Right from the Start | Download |
| Module 12: Small Scale Harvesting Equipment | Download |
| Module 13: Non Timber Forest Products: Growing Opportunities | Download |